

Критерии выбора оборудования и материалов
Перед началом любого обучения необходимо оборудовать сварочный пост домашнего умельца. В первую очередь это касается сварочных аппаратов и электродов, а затем уже переходить к азам.
Для проведения разовых работ можно арендовать сварочный аппарат у специализированных компаний, но если работы предстоит много, лучшим решением будет покупка надежного, с достаточным уровнем мощности агрегата.
Можно выполнить сварку газом, но это более затратный способ. Для различных целей промышленностью выпускаются следующие виды оборудования:
- сварочный аппарат (трансформатор), предназначен для преобразования переменного токов в сварочный ток большой силы. Дешевые аппараты для сварки могут сильно перегреваться даже при небольших нагрузках, да и сварочный ток они выдают неравномерный с большими перепадами;
- выпрямители преобразуют переменный ток сети в постоянный. Это наиболее производительные аппараты, обладающие хорошими характеристиками, но стоят они на порядок дороже;
- современные инверторы способны преобразовывать переменный ток в постоянный, они отличаются высокими производительными характеристиками при небольших габаритах и весе. На сегодняшний день это самый доступный, надежный вид сварочного оборудования, многие сварщики пользуются ими. Это оптимальный вариант для начинающих, на котором можно отрабатывать азы работы с электродами.
Начинающим надо знать, что для электродуговой сварки применяют электроды. Информация об электродах относится к азам обучения. От качества электрода и подходящего по составу сердечника зависит успех сварки.
Изделие достаточно простое по конструкции. Это стальная проволока из различных материалов и сплавов, с нанесенной на нее специальной обмазкой (покрытием).
Покрытие предотвращает попадание в сварочную ванну нежелательных газов. Для бытового использования наиболее подходят электроды с толщиной сердечника 3 мм. Ручная сварка очень тонкого листового металла производится электродами сечением 2 мм.
Технология сварочного процесса
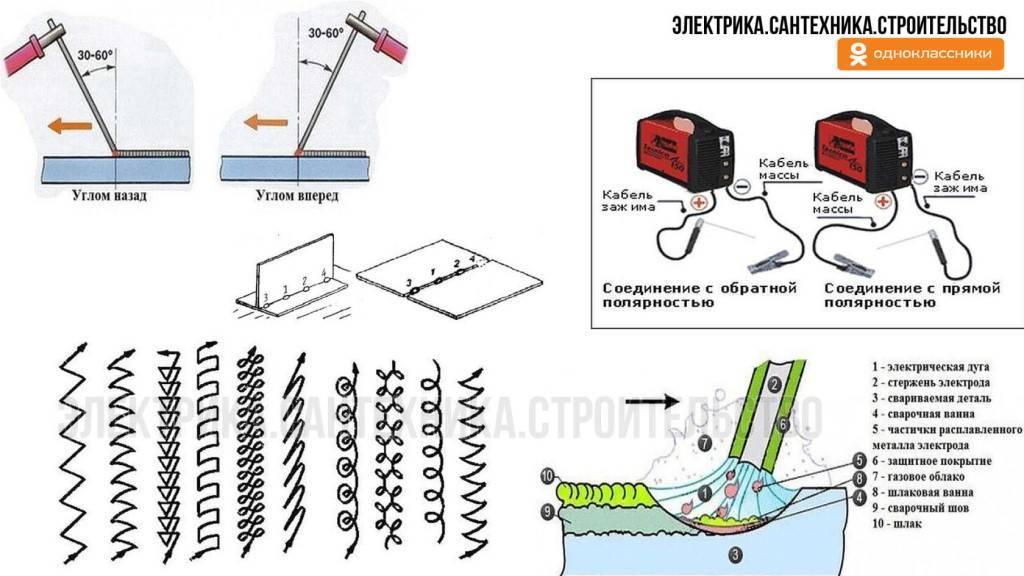
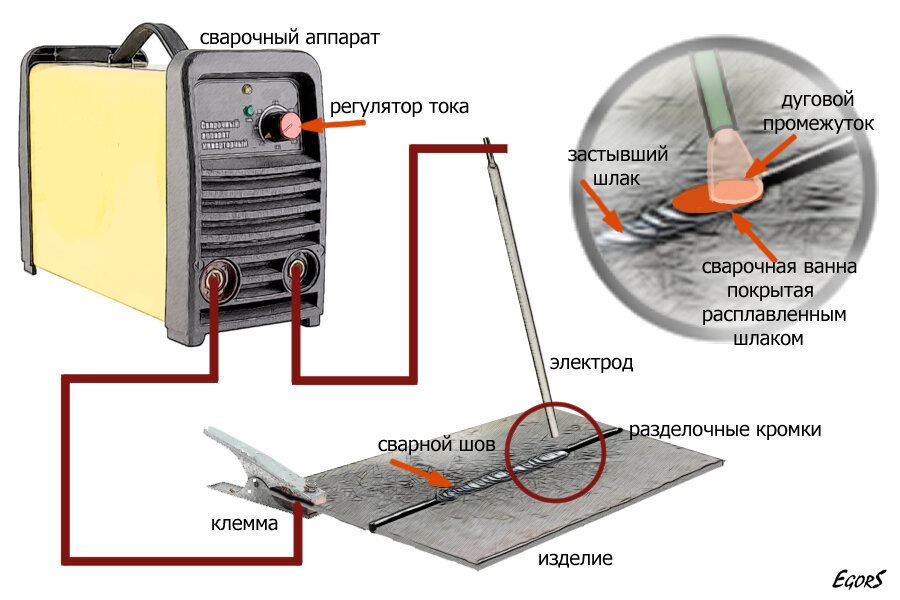
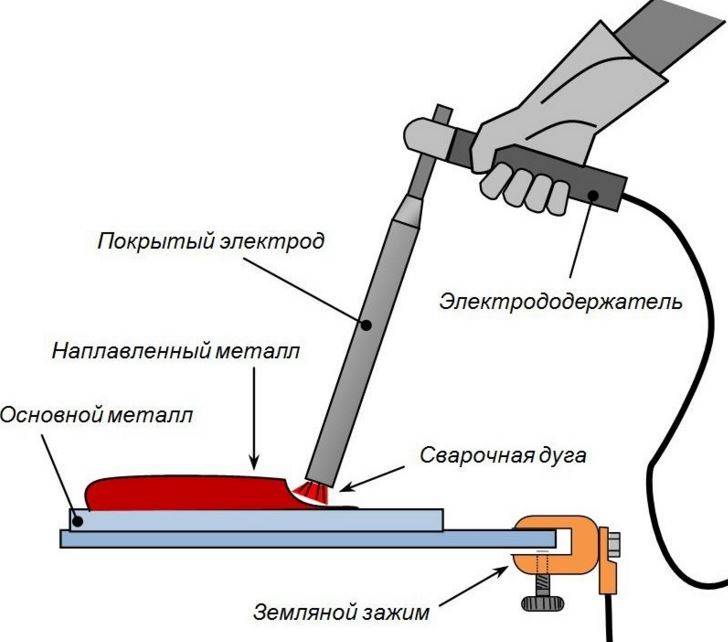
Для того чтобы научиться варить сваркой, необходимо знать о том, что электрическая дуговая сварка представляет собой процесс соединения металлов при помощи электрической дуги между поверхностью свариваемой детали и электродом. Возникающая при этом высокая температура способствует одновременному плавлению электрода и металлической основы. При этом образуется так называемая сварочная ванна, в которой металл основы смешивается с расплавленным электродом.
Размер ванны напрямую зависит от сварочного режима сварки, формы кромок соединяемых поверхностей, скорости движения электрода, положением деталей в пространстве и т.д. и составляет от 7 до 15 мм в ширину, 10-30 мм длиной и глубиной до 6 мм.
Сгорать от высокой температуры металлу не дает газовый слой, образующийся при плавлении обмазки электрода, который вытесняет весь кислород из зоны плавления. После удаления электрической дуги металл кристаллизуется и образует общий для свариваемых поверхностей шов, покрытый защитным слоем шлака, который после остывания удаляют.
Достоинствами электродуговой сварки являются
- высокая производительность;
- возможность сварки различных материалов без необходимости переналадки оборудования;
- хорошее качество сварного шва;
- недорогие расходные материалы;
- доступность.
В недостатки данного метода сваривания можно записать обязательное наличие электропитания и необходимость предварительной подготовки свариваемых кромок.
Технология выполнения шва
Далее начнём разбор непосредственно принципа создания сварочного шва. Существует несколько этапов этого процесса:
Подготовительный этап
Как это можно понять с названия, на этом этапе нужно выполнить некоторые подготовительные работы. Для начала, нужно учесть правила безопасности при подготовке места, где всё это будет происходить.
Далее нужно подобрать экипировку, которая защитит тело от возможных технических повреждений. Потом происходит подготовка именно деталей к дальнейшей работе.
Для этого они зачищаются от ненужных покрытий типа грязи, лака или пыли и обычно это осуществляется чем-то вроде металлической щетки. Затем выставляются нужные настройки на аппарате и начинается сам процесс.
Создание дуги (поджог горелки)
Этот этап зависит от типа сварки и уже для каждого типа есть отдельные инструкции.
Создание сварочных швов
Для каждого типа соединения существует свой порядок действий, которого нужно придерживатся.
Завершающий этап
Если вы использовали дуговую сварку, то нужно почистить валик. При других видах сварки это не нужно потому, что соединения не шлакуются, соотвественно – никакого мусора.
Особенности сварки тонкого металла
Неправильная настройка инверторного сварочника способна изуродовать тонкую деталь до неузнаваемости. Качество сварного шва зависит от настройки аппарата, размеров и качества электродов, правильного угла сварки, скорости движения электрода.
Важно знать о полярности подключения деталей. Тонкий металл обязательно подключается к минусу сварочного агрегата. Полезные советы сварки тонкого металла:
Полезные советы сварки тонкого металла:
- Начиная варить, выставляйте минимальный ток (средние значения можно узнать из справочников и таблиц сварщика).
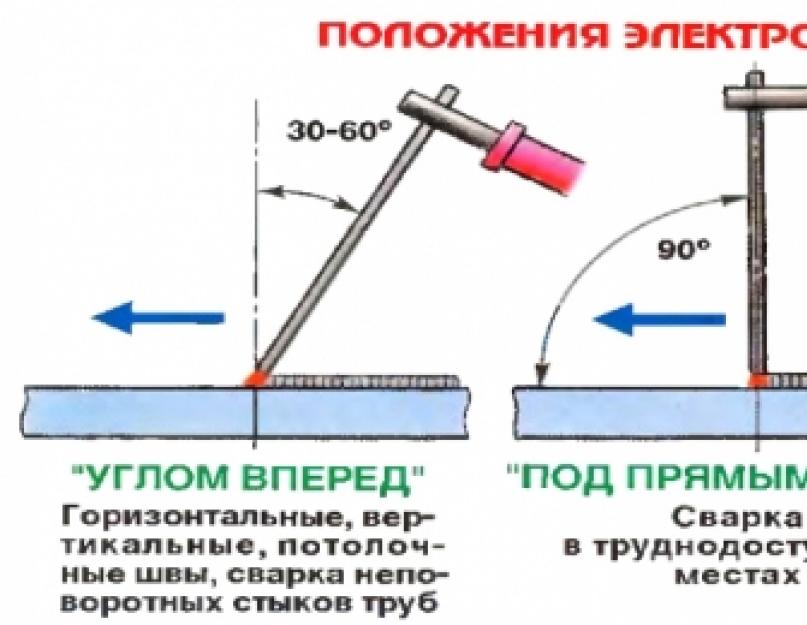
- Шов формируется углом вперед.
- Используйте обратную полярность.
- Тщательно закрепляйте деталь. Это уменьшит деформацию во время работы.
Что нужно знать новичку
- Подготовка поверхности свариваемых деталей.
- Подключение сварочного аппарата и массы.
- Поджигание дуги.
- Сварка.
Горизонтальный шов
Стоит знать, что существует три основных вида сварочных швов:
- Горизонтальный. Получается вследствие сваривания деталей в горизонтальном положении. Наиболее простой шов и с него стоит начинать обучение.
- Вертикальный. Детали располагаются вертикально.
- Потолочный. Самый сложный из вариантов и стоит тщательно потренироваться, прежде чем проводить такие сварочные работы.
Итак, как пользоваться сварочным аппаратом?
Подготовка
Обязательно стоит уделить внимание одежде. Сварочные работы чреваты брызгами и искрами
Лучше всего — это огнеупорный костюм сварщика, но за неимением такового можно использовать плотную не синтетическую одежду и перчатки.
Обязательно наличие хорошей защитной маски, молотка для сбивания шлака, и защитных очков для глаз.
Подключение
Современные инверторы работают от бытовой сети. Для этого достаточно вставить вилку в розетку.
Кабель массы нужно закрепить к одной из свариваемых деталей. Место, где будет присоединен зажим, желательно зачистить от всякого загрязнения до металла.
Электрод нужно вставить оголенным концом в держатель. Обязательно на аппарате нужно выставить силу тока. Для варки третьим электродом оптимальный показатель в 70 Ампер. Но он может варьироваться. Слишком высокая сила тока будет резать металл, а низкая — не способствует образованию качественной дуги.
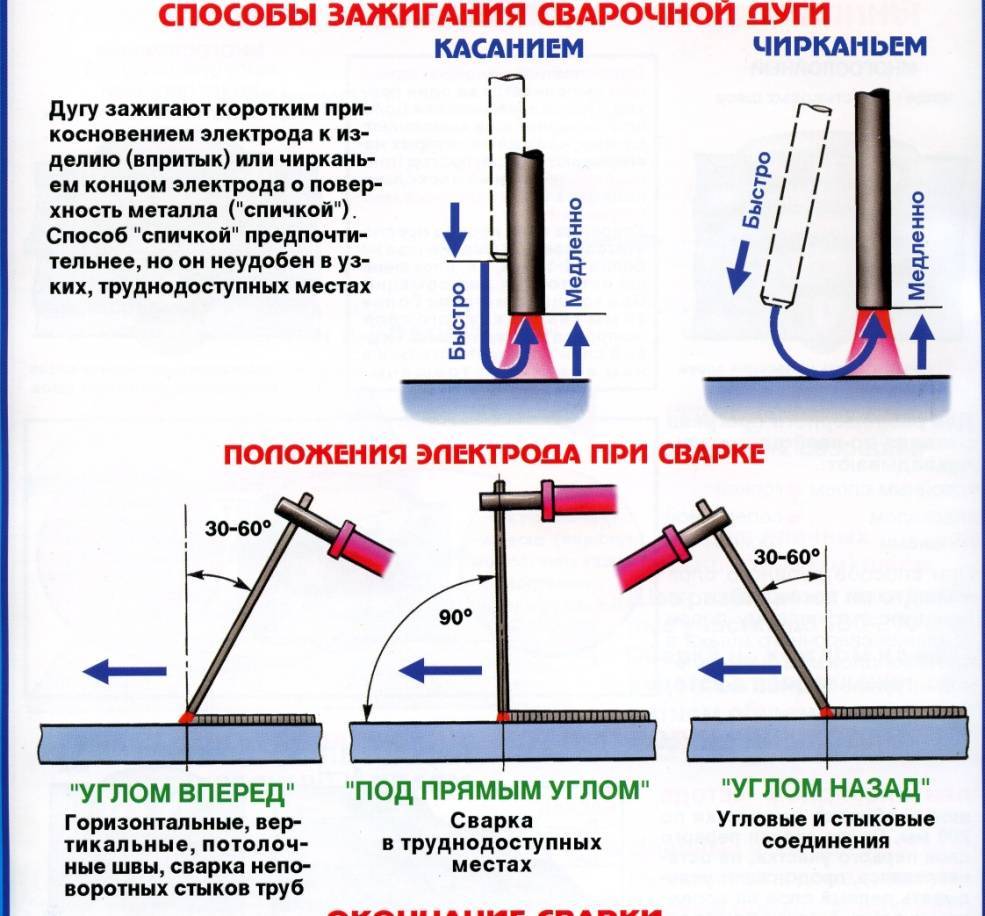
Поджигание
При чиркании в месте начала сварочного шва концом электрода нужно провести несколько раз по принципу поджигания спички.
Постукиванием кончиком стучат в точке, где начнется сваривание.
Если дуга не зажигается, большая вероятность того, что кабель массы плохо подключен к детали. Также для быстрого поджигания можно плоскогубцами очистить кончик электрода от обмазки.



При постоянном прилипании нужно повысить силу тока, но без особого фанатизма.
Сварочный процесс
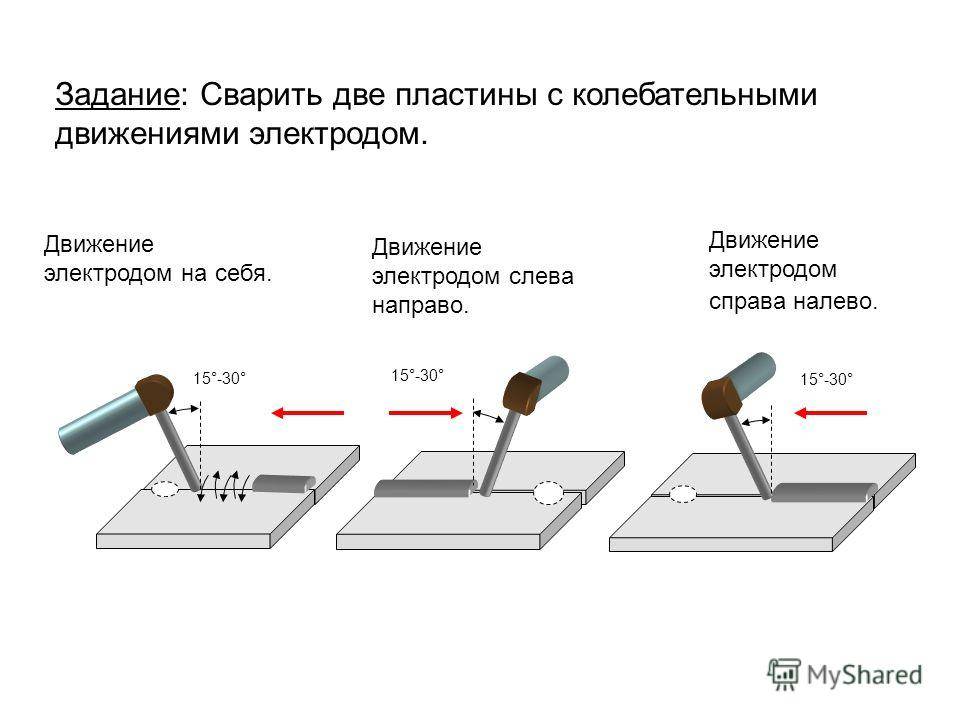
Удобство электросварки в том, что шов можно положить в различных положениях: от себя, на себя, слева направо. Зависит от того, как удобно.
Но, если происходит сваривание вертикальных деталей, то шов обязательно ведут снизу вверх.
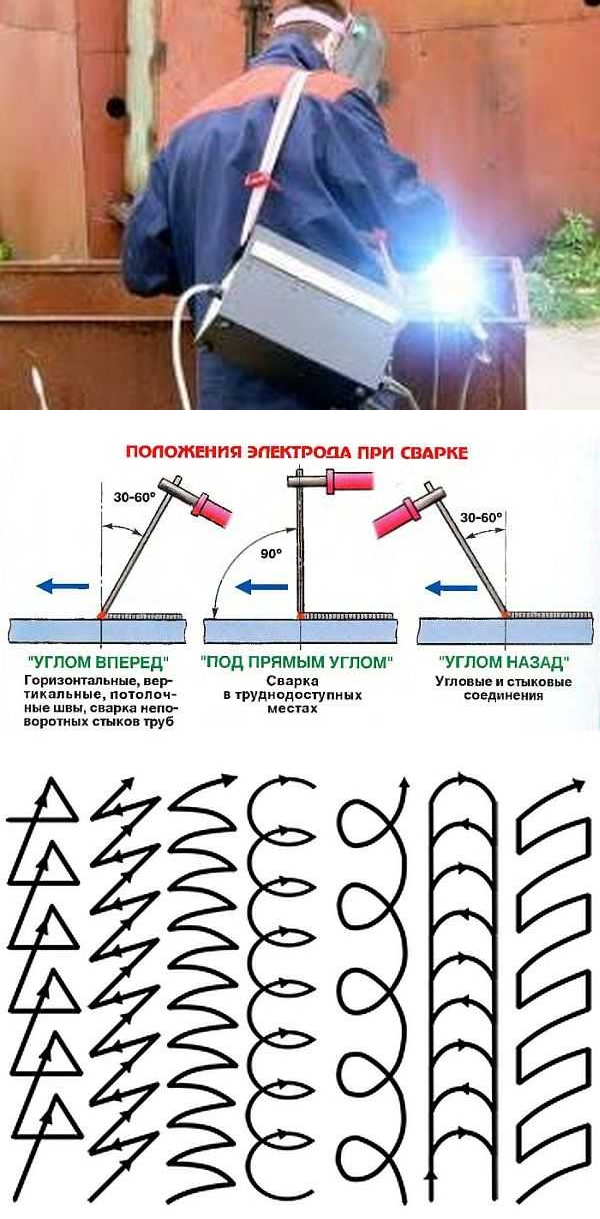
После поджигания дуги электрод ведут под углом в 30-60 градусов до поверхности. Расстояние зависит от сварочной ванны, образуемой при плавлении, обычно 2-3 миллиметра.
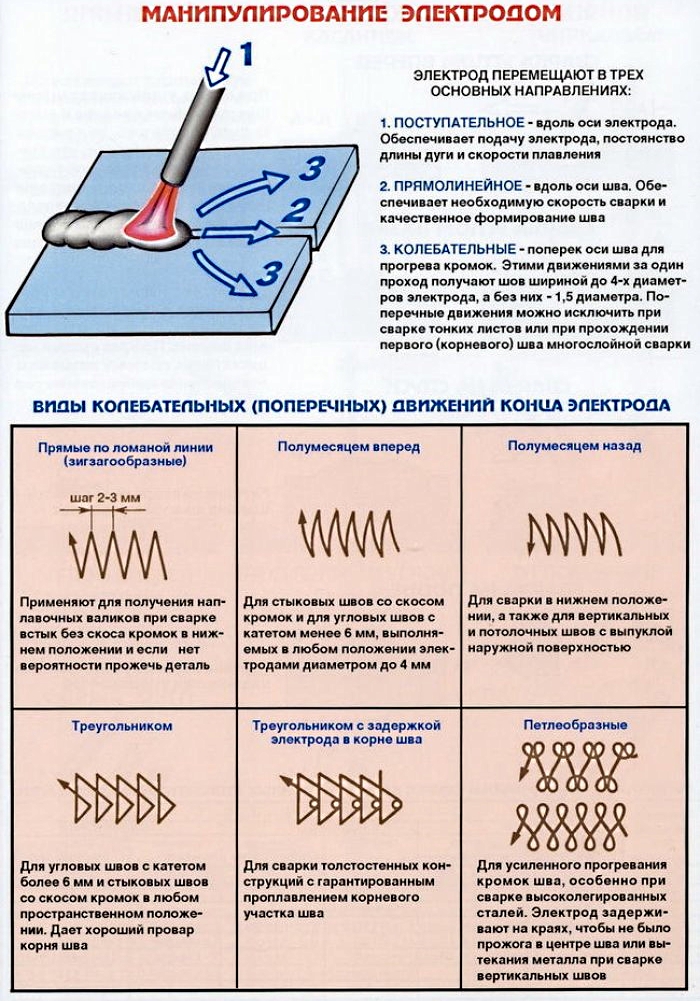
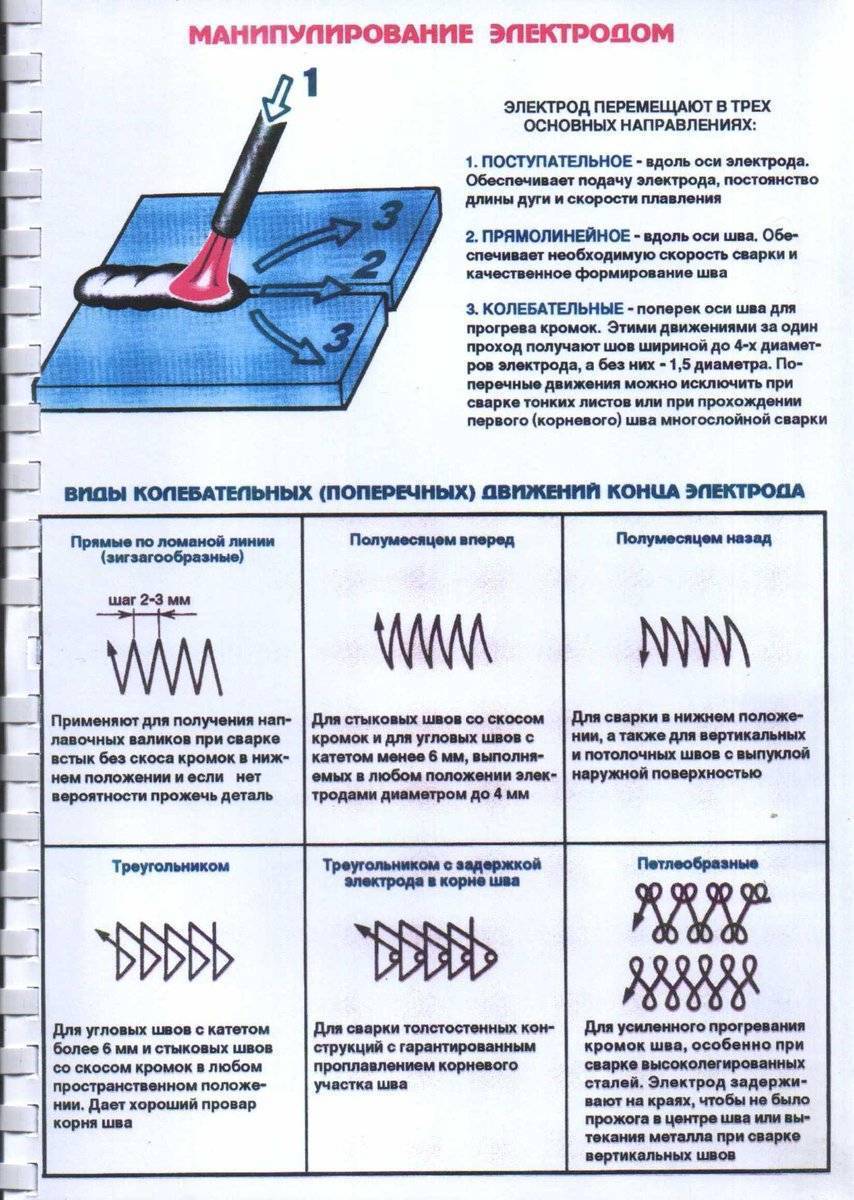
При движении электродом нужно контролировать несколько параметров:
- Постепенно вести шов выдерживая расстояние от свариваемой поверхности.
- Следить за сварочной ванной и ускорять или замедлять ведение шва.
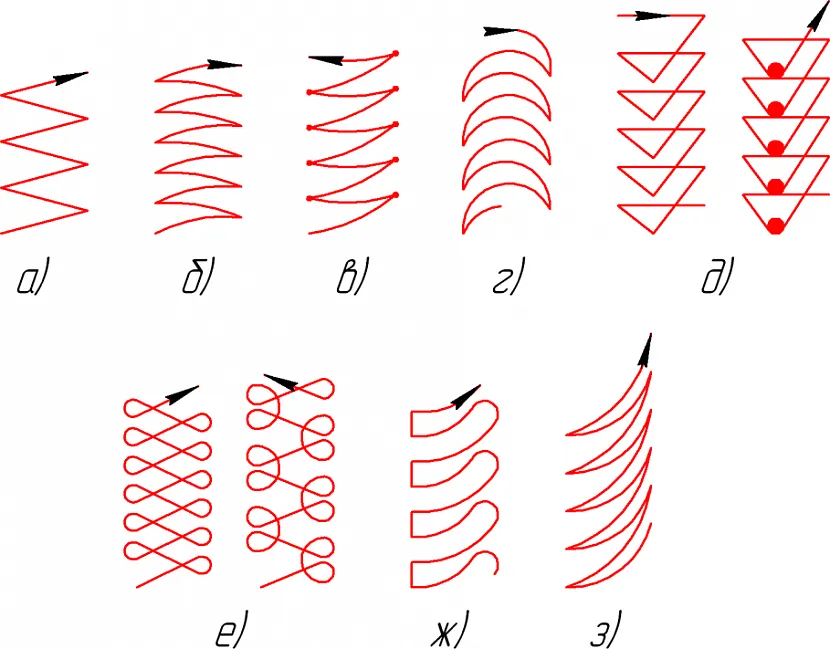
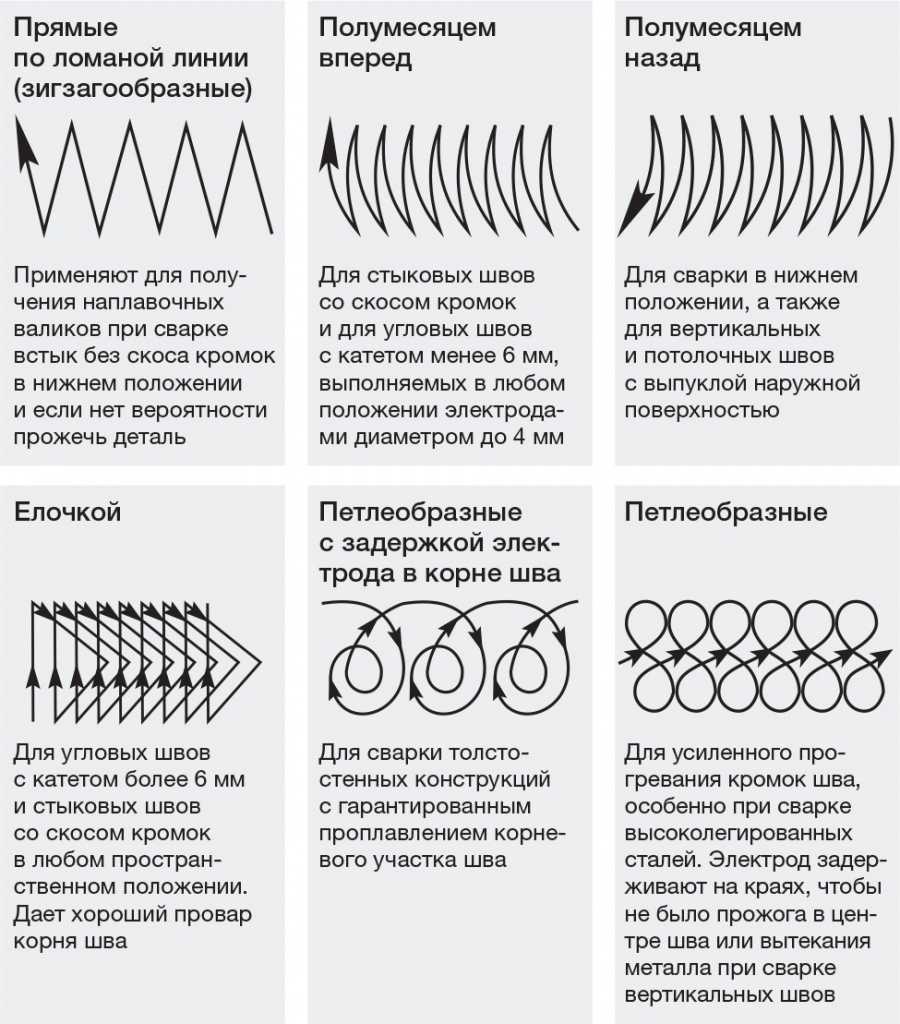
- Двигать электрод нужно по непрямой траектории, а, например, в виде «елочки».
- Следить за направление сварочного шва.
Для лучшего ведения шва вначале лучше всего наметить место сварки мелом.
Когда процесс завершен, нужно сбить шлак и осмотреть место сварки на предмет зашлакованности шва или пропусков.
Какие виды сварочных инструментов бывают
Перед тем, как научиться пользоваться сваркой в домашних условиях, рассмотрим виды электросварочных инструментов. Дуга, возникающая при плавлении металла, может формироваться двумя способами — при помощи постоянного и переменного тока. Если сварка производится переменным током, то это говорит о применении трансформаторов. Постоянным током варят инверторные аппараты.
Трансформаторы для сварки применяются все реже, так как их вытесняют более эффективные, надежные, недорогие и легкие по весу инверторы. Трансформаторные виды аппаратов варят при помощи переменного тока, в результате чего происходит возникновение «скачков» дуги. Трансформаторные устройства имеют большой вес, так как их основу составляют металлические сердечники с медной обмоткой.
Если говорить о других недостатках трансформаторных сварочных аппаратов, то у них их очень много:
- Издает шум при работе
- «Садит» сеть при выполнении работ, поэтому наблюдаются перепады напряжения, негативно влияющие на работы бытовых приборов
- Новичкам очень трудно освоить технику соединения трансформаторной сваркой
Если говорить о преимуществах, то они также есть у трансформаторных устройств. Они не прихотливы в применении, служат практически вечно и стоят не дорого.
Инверторные аппараты работают от переменной сети 220В. Главное их отличие от трансформаторных устройств в размерах и весе. Вместо громоздкого трансформатора, в конструкции инверторных устройств используется плата с полупроводниковыми элементами. Они не только имеют малые габариты и вес, но еще и просты в применении. Если собираетесь научиться работать сварочным аппаратом, то делать это рекомендуется с применением инверторного устройства. Именно на примере инверторных сварочных устройств рассмотрим принцип нанесения сварочных швов с целью объединения двух металлических деталей.
Техническое оснащение домашнего сварщика
Для формирования дуги ручной ЭС необходим источник электротока, обеспечивающий стабильную подачу электрической энергии для питания ЭД. Для ручной ЭС одинаково применимы как источники переменного тока, так и устройства, работающие на постоянном электротоке. В условиях домашнего применения сварочной аппаратуры важную роль играет состояние электропроводки, к которой будет подключен приобретенный сварочный агрегат. От этого будет зависеть тип оборудования, которым сможет пользоваться начинающий «сварной».
Важно! Сварочный аппарат способен работать от бытовой электросети в пределах параметров ее защитно-регулирующих устройств – пробок и плавких предохранителей, автоматов и т.п. При несоответствии рабочих характеристик «сварочника» требованиям защитной системы электросети возможны мигания света, отключения автоматов, выходы из строя бытовой техники по всему дому из-за резких колебаний напряжения
Домашний сварщик должен быть оснащен в следующей комплектации:
- Источник тока.

В настоящее время сварочную аппаратуру для применения в бытовых условиях нередко обозначают как оборудование для ММА (от англ. Metal Manual Arc – ручная ЭС штучными покрытыми электродами). Рынок электрооборудования предлагает для домашнего пользования три вида источников тока:
- сварочные трансформаторы, работающие на переменном токе,
- сварочные выпрямители, преобразующие переменное напряжение сети в постоянный ток,
- инверторы, способные работать от домашней розетки.
- Комплект силовых кабелей и подводящих проводов с переносками.
- Держатели электродов (пружинные или рычажные), в обиходе называемые «держаками».
- Средства индивидуальной защиты сварщика:
- термоустойчивая одежда, обувь, перчатки либо рукавицы,
- защитная маска.
Сварные швы: общие определения
Технология сваривания металлов тесно связана с понятием – сварной шов. Таковой формируется в процессе застывания металла, расплавленного дуговой электросваркой.
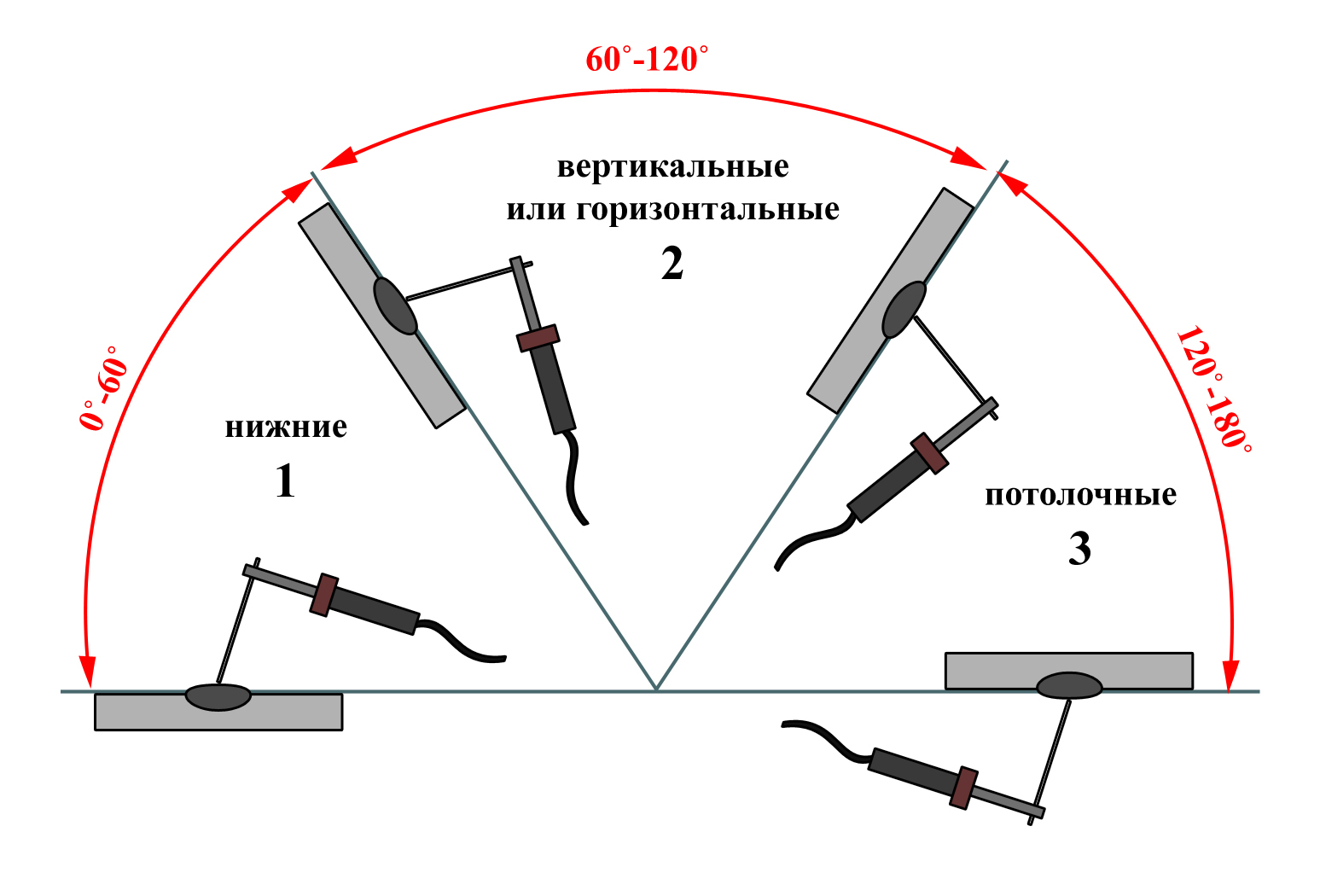
В зависимости от места исполнения сварки шов может располагаться горизонтально или вертикально. Кроме того, пространственное расположение шва может быть нижним, боковым, верхним.
Виды сварных швов: 1 – горизонтальный в нижней плоскости; 2 – горизонтальный в верхней плоскости (потолочный); 3 – горизонтальный в боковой плоскости; 4 – вертикальный в боковой плоскости
Наиболее простой и легкой для исполнения считается укладка сварных швов в плоскости нижнего горизонта. В таких условиях расплавленный металл достаточно легко поддаётся контролю.
Простой сварочный шов, уложенный в нижней горизонтальной плоскости. Это самый легкий тип шва, что встречается в практике сварочной технологии
Оставшиеся варианты расположения швов в пространстве (боковое и верхнее) признаны технологически сложными для исполнения, требующими изучения техники сварки, наработки соответствующего опыта.
Сварной шов получается в результате кристаллизации расплавленного металла. Он относится к наиболее прочным видам соединений, применяемым в сборке металлоконструкций различного назначения и масштаба.
Сварные соединения относятся к разряду неразборных. Они обладают максимальной прочностью, т.к. производятся на молекулярном уровне. Однако в зоне сварки кристаллическая решетка разрушается и структура металла изменяется. По своей форме относительно оси все сварные швы делятся на выпуклые, плоские и вогнутые.
Самый прочный первый вариант, но он требует опыта и аккуратности при выполнении. Вертикальные и горизонтальные сварные швы производят по стыковой технологии. Они различаются по глубине проплавления и толщине. Для статической нагрузки нужны выпуклые сварные швы.
Вогнутые в большинстве случаев считаются браком, плоские используют в конструкциях для динамической нагрузки. В сварке труб и закругленных конструкций используются стыковые швы, технология выполнения которых схожа с выполнением горизонтальных и вертикальных.
По нормативам выпуклость горизонтальных и вертикальных швов не может превышать 1 мм, если толщина соединяемого металла до 26 мм. Если толщина больше 26 мм, то толщина шва может быть 2 мм, а углового 3 мм. На качество создаваемого шва немалое влияние оказывает скорость его выполнения.
Не следует слишком торопиться и слишком медленно “вести” электрод для получения прочного непрерывного сварного шва. Примеры вертикального сварного шва. Сборка металлоконструкций сварным методом. Аккуратный выпуклый сварной шов. Широкий стыковой сварной шов. Прочный выпуклый шов спиралью. Сваривание трубы горизонтальным швом. Угловой выпуклый вариант шва. Сварка швов с различающиеся скоростью.
2 метода создания вертикального шва дуговой сваркой
Главная сложность, с которой сталкивается любой начинающий специалист при выполнении вертикального шва дуговой сваркой, связана с формой самого соединения. Так как оно располагается вертикально, то расплавленный металл, подчиняясь законам физики, стремится стечь. А значит, сложнее обеспечить высокое или хотя бы приемлемое качество работы.
Поэтому основная задача специалиста состоит в том, чтобы не только сделать шов, но и удержать расплавленную массу в рабочей области
Для этого необходима стабильность, иными словами, важно обеспечить постоянную электрическую дугу, которую удерживают на наименьшем допустимом расстоянии между ванной и электродом
1. Сварка снизу вверх.
Данный способ используется чаще всего и предполагает, что работа ведется от нижней части стыка к верхней. В результате сварщик может контролировать расплав, ведь его легче удерживать в ванне. Тогда получается качественный и надежный шов.




Но прежде чем приступать к сварке, важно подготовить кромки соединяемых элементов – для этого их обрабатывают абразивом. Далее настраивается оборудование, выставляются основные показатели, такие как сопротивление, сила тока, подбирается электрод
После чего по всему стыку необходимо сделать прихваты длиной 1-2 см. За счет их равномерного расположения предотвращается деформация поверхности изделия, вызванная резким повышением температуры
В процессе создания вертикального шва дуговой сваркой между электродом и рабочей поверхностью важно держать угол, равный 45–90°
По инструкции сварщик должен выполнить следующие действия:
- Подсоединить электрод к металлу, обеспечивая образование дуги.
- Сделать прихватки, начиная от середины и двигаясь к краям. Они должны находиться друг от друга примерно на одинаковом расстоянии, их точное число варьируется в зависимости от размеров будущего соединения.
- Сформировать шов, двигаясь снизу вверх.
- Не позволять расплаву вытекать за пределы рабочей ванны.
Перемещение электрода не должно происходить слишком быстро, поскольку на большой скорости исключается хороший прогрев заготовок. Однако медленная работа чревата тем, что будет собираться очень большой объем расплава, стекающего по металлу
Важно выбрать скорость, обеспечивающую оптимальное количество расплавленного металла в ванне
Помимо поступательного движения электрода снизу вверх, совершаются также поперечные движения. Для этого может использоваться любой подходящий прием, например, «полумесяц», «елочка». Метод поперечного перемещения расходников разрешается применять лишь при толщине заготовок более 4 мм.
Еще одно важное правило работы с вертикальными швами: стык проходят, не останавливаясь. Это представляет главную сложность для молодых специалистов
Но со временем они нарабатывают необходимые навыки, и такая разновидность сварки больше не вызывает прежних трудностей.
2. Сварка сверху вниз.
Данный способ создания вертикального шва дуговой сваркой тоже активно используется сварщиками, однако для его применения важно знать об одном нюансе, так как в противном случае выполнение такой работы окажется очень проблематичным. При поджиге дуги важно, чтобы электрод располагался под прямым углом к рабочей поверхности
После начала работы держатель немного опускают, чтобы угол между электродом и металлом составлял 15–20°.
Проводка электрода по стыку предполагает также поперечные движения. Последние, по желанию сварщика, могут быть прямыми (прямоугольными), пилообразными либо волнообразными. При использовании данного метода расплав должен оставаться в ванне, равномерно распределяясь в ней. Нужно понимать, что этот способ вертикальной сварки сложнее первого. Но его особенно ценят опытные мастера как возможность создания действительно качественных и прочных швов.
Технология сварочного процесса
Сварка металлов является высокотемпературным процессом. При варке различных металлических изделий происходит образование и удержание электродуги, которая связывает электродный элемент и сварочную деталь между собой.
Под воздействием дуги происходит расплавление изделия и стержня электродного элемента.
Затем, появляется сварная ванна, в которой смешаны металл и электродные элементы. Параметры такой ванны связаны с выбранным сварным режимом — их указывают в миллиметрах: длина равна 10–30 мм, ширина — 8–15 мм, глубина – 6 мм.
При расплавлении электродного покрытия около дуги и над сварной ванной возникает газовая зона. Она выталкивает воздух из сварной зоны и предотвращает попадание кислорода на металлы, которые уже расплавились.
Также в этой зоне появляются пары, которые вырабатывают металл и электродные элементы. Сверху швов появляется шлак, который предотвращает соприкосновение расплавленной детали с кислородом, что ухудшает качество сварных работ.
После удаления электродуги металл кристаллизуется и появляется шов, который объединяет сварные детали. Сверху шва находится защитный слой от попадания шлаков, который снимают после соединения сварочных деталей.
Технология ручной дуговой сварки
Сварка труб ручной дуговой сваркой — не самая лёгкая сварка для начинающих специалистов в этом деле. Обучение сварке должно проводится опытными людьми в этом деле, которые дают полезные рекомендации и исправляют недочёты новичков.
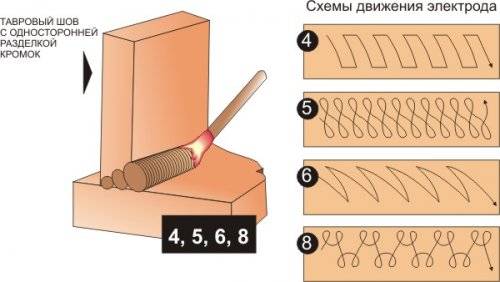
Во время сварочных работ электрод совершает определенные действия: поступательные, продольные, поперечные. Из данных комбинаций получаются разные виды швов. Самые применяемые представлены на рисунке
Чтобы сварка была качественной, надо следить за перемещением электродуги. Если образовалась слишком длинная дуга, то расплавленный металл окисляется, его капли разбрызгиваются по всему изделию, в результате чего шов становится пористым.
Ручная дуговая сварка имеет такие преимущества:
- такую работу делают в отдельном помещении;
- для подобной сварки выпускают много электродов;
- можно быстро перейти от одного сварного изделия к другому;
- сварочные аппараты, применяемые при таком сварочном процессе, можно с лёгкостью переместить из одного места в другое.
В то же время дуговая сварка металлов имеет несколько недостатков:
- при такой сварочной работе выделяется много вредных веществ;
- обладает низким КПД в отличие от других видов сварных работ;
- качество выполняемых сварных работ напрямую связано с квалификацией сварщика
Выполнение сварки полуавтоматом
Сварка полуавтоматом — не самое лёгкое сварочное дело. До начала сварки деталей полуавтоматом, следует внимательно ознакомиться с инструкцией к этому аппарату.
Настройку полуавтомата можно сделать таким образом:
сначала следует вычислить силу тока, которая определяется исходя из толщины сварного металла. Информацию об этих 2 параметрах можно найти в инструкции к полуавтомату.
Сварка полуавтоматом считается некачественной при низком токе сварки;
- сделать настройку скорости подачи сварной проволоки. Скорость надо настроить на сменных шестёренках, которые входят в комплект подобного аппарата;
- установить нужное напряжение и силу тока;
- провести проверку правильности установки режимов на пробной детали;
- кликнуть по кнопке «Вперёд»;
- добавить в воронку флюс;
- сделать установку держателя — наконечник мундштука должен находиться в сварной зоне;
- по окончании настройки сварного аппарата надо открыть заслонку флюсовой воронки, кликнуть на кнопку «пуск» и чиркнуть по сварочному месту. В итоге на дуге появиться огонь, и начнётся процесс варки.
Полуавтомат для сварки произведет высококачественные работы с различными марками стали
Разновидности сварных швов
Как правильно делать сварочный шов во многом зависит от его вида.
Геометрические параметры шва включают в себя его ширину, протяженность, глубину залегания, размер выпуклости. Красивые сварные швы могут получиться только при удачном подборе его параметров для каждого конкретного случая.
Стыковые швы получаются при обычном соединении поверхностей металла или их торцов. Много времени для такого процесса не требуется. Потребление металла также является минимальным. При соединении тавровым способом в результате получается конструкция, имеющая вид перевернутой буквы “Т”.
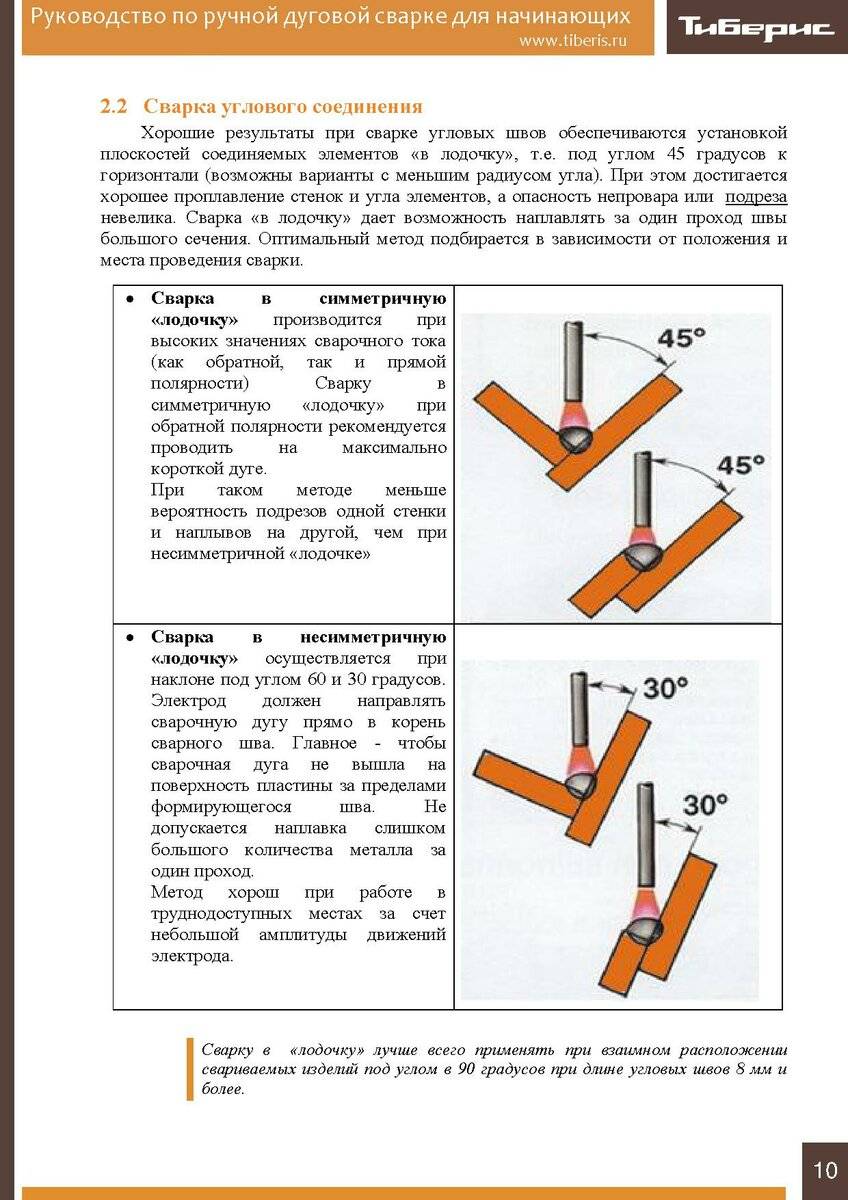
Достоинством метода является то, что с его помощью возможно соединение элементов, имеющих значительную разницу в ширине. Использование установки “лодочкой” делает процесс сварки более удобным и уменьшает вероятность появления дефектов. Обычно такое соединение осуществляется за один проход.
Угловое соединение обычно выполняется под прямым углом, но возможны и небольшие отклонения от этой величины. Более прочным соединение получается при проварке с двух сторон. Метод внахлест подходит для тонких деталей. При накладывании одной детали на другую проваривание осуществляется с двух сторон.

Важным моментом, как правильно класть сварочный шов, является удачный выбор скоса кромок. Имеются различные варианты. Кроме того, возможно соединение без скоса кромок, например, при способе внахлест.
Сварочный трансформатор
Ручную дуговую сварку обеспечит сварочный трансформатор. При работе с ним применяется электрический ток переменного значения. Ручная сварка для начинающих будет представлять некоторую трудность, обусловленную скачками дуги. Управлять этими скачками можно, но все-таки для этого потребуется хотя бы небольшой опыт.
Помимо этого возникающие скачки напряжения могут привести к тому, что из строя выйдет бытовая техника. Неприятен сильный шум при работе сварочного трансформатора. Большой размер приведет к тому, что понадобится много места для его хранения, а значительный вес вызовет трудности при необходимости перемещения в другое место.
Однако, если в хозяйстве уже имеется этот сварочный агрегат, то пренебрегать этим не стоит и освоить именно на нем все необходимые азы сварки.
Сварка металла для начинающих на трансформаторе должна проходить согласно следующим этапам:
- Выбрать достаточно толстый кусок металла.
- Взять один электрод и зажечь дугу. Больше подойдет метод чирканьем. После появления искры отвести электрод назад на два-три миллиметра от поверхности элемента.
- Круговыми вращательными движениями электрода добиться появления сварочной ванны.
- Держа электрод под углом 45°, начинать движение его движение по ровной линии, символизирующей шов.
Можно считать, что руку уже немного набили и приступать к соединению двух металлических элементов. Сварка металла для чайников начинается с подготовительных операций. С помощью болгарки убрать с деталей имеющуюся на них грязь и заусенцы. Обезжирить торцы, подлежащие сварке. Делать это надо не только непосредственно на самих торцах, но и на расположенной рядышком поверхности.
Выполнением прихваток можно обеспечить надежную фиксацию свариваемых элементов друг относительно друга. Между деталями допустимо оставлять небольшой зазор. Поскольку шов предполагается делать небольшим, то будет достаточно двух прихваток – в начале шва и в его конце.
Во время выполнения шва необходимо следить за тем, чтобы сохранялся небольшой зазор между электродом и деталями. Также надо выдерживать выбранный угол наклона.
Если тренировка дошла до того, что сваривается вертикальный шов, то делать это надо с регулярным отрывом электрода. Шов будет осуществляться точечно сверху вниз.
Полученный шов следует оценить визуально и сделать соответствующие выводы о возможных совершенных ошибках. К основным из них относятся:
- несоответствующая ширина шва;
- неправильная форма;
- трещины на поверхности;
- участки, оставшиеся непроваренными;
- наличие посторонних инородных частиц.
К наиболее распространенным просчетам также относится неподходящая длина дуги. Эту оплошность новички делают часто. Короткая дуга даст грубый неравномерный шов с большим содержанием шлака. При длинной дуге шов получится неравномерным, а количество раскаленных брызг большим. Нестабильность горения дуги может привести к непроварам.
Неправильно выбранная слишком большая скорость даст неравномерность и большое содержание шлака. При медленном перемещении шов становится неуклюжим. Чересчур маленький ток приведет к неполному сплавлению деталей.
Губительным является недостаточно хорошее проведение подготовительных операций, в частности некачественная очистка поверхностей. Остатки грязи, пятен краски и жира приведут к неполному сплавлению, пробелов в шве и неравномерным участкам. В дальнейшем при эксплуатации возможны деформации.
Свое негативное воздействие окажет неправильно выбранный угол при ведении электродом. Сильный наклон даст неравномерность шва, а при положении, ближе к перпендикулярному, валик получится слишком высоким и с повышенным содержанием шлака. Многие погрешности можно отнести не к недочетам начинающего сварщика, а к неисправному оборудованию.
Такую тренировку на ненужных кусочках металла следует повторить несколько раз до получения удовлетворительного результата.
Распространенные дефекты сварки инвертором у новичков
При сварке инвертором все новички допускают дефекты. Зная основные из них получится не расстраиваться и работать над ошибками, чтобы скорее овладеть мастерством. Среди распространенных ошибок и их причин следующие:
- Трещины — образуются из-за неправильного подбора электродов. Химический состав плохо сочетается со свариваемыми материалами, что приводит к образованию холодных и горячих трещин. Проблема решается внимательным чтением на упаковке, где указано для каких сталей предназначен присадочный элемент.
- Прожоги — это дыры в пластинах и других деталях. Возникают в следствии чрезмерной силы тока и медленного ведения дуги. Здесь необходимо установить ток по таблице вверху и быстрее вести шов.
- Непровары — это откровенно пропущенные участки, где присадочный металл лег сверху и не проплавился. Такое соединение легко сломать и оно не герметично. Причиной служит малая сила тока и быстрая проводка шва. Проблема решается правильными настройками аппарата и спокойным ведением.
- Поры — образуются из-за взаимодействия сварочной ванны с окружающей средой. Причиной может быть плохое покрытие электродов или то, что оно отсырело. Это решается прокалкой присадочных материалов на печи или другом устройстве при температуре 170 градусов. Поры могут появляться и при сильном ветре в месте сварки на улице, поэтому необходимо установить заграждающий щит.
- Неравномерная форма шва выражается в буграх, грубой чешуе и разности по ширине. Это следствие плохого освоения колебательных движений и исправляется тренировками.
Техника ручной дуговой сварки. Как правильно варить сваркой
Прежде чем приступить к практическим занятиям, хочется еще раз напомнить о технике безопасности. Никаких деревянных верстаков и горючих материалов рядом с местом работы. Обязательно поставьте на рабочем месте емкость с водой. Помните об опасности возникновения пожара.
Для того чтобы разобраться, как правильно варить сваркой, представляем вашему вниманию подробную инструкцию и видео сварочного процесса.
Сначала попробуйте зажечь дугу и удерживать ее в течение необходимого времени. Для этого следуйте нашим советам:
- При помощи металлической щетки требуется очистить поверхности свариваемых деталей от грязи и ржавчины. При необходимости их кромки подгоняют друг к другу.
- Учиться правильно варить электросваркой лучше всего прямым током, поэтому подключите «плюсовую» клемму к детали, установите в зажим электрод, а на сварочном аппарате выставьте требуемое значение силы тока.
- Наклоните электрод по отношению к заготовке на угол около 60° и медленно проведите им по поверхности металла. При появлении искр поднимите край стержня на 5 мм для поджога электрической дуги. Возможно, добыть искры вам не удалось из-за слоя обмазки или шлака на краю электрода. В таком случае постучите кончиком электрода по детали, как это предлагают в видео о том, как правильно варить электросваркой. Появившуюся дугу поддерживают при помощи 5-мм сварочного зазора на протяжении всего сварочного процесса.
- Если дуга загорается очень неохотно, а электрод все время липнет к поверхности металла, увеличьте на 10-20 А силу тока. При прилипании электрода покачайте держателем из стороны в сторону, возможно даже с применением силы.
- Помните о том, что стержень все время будет выгорать, поэтому только соблюдение зазора 3-5 мм позволит держать устойчивую дугу.
https://youtube.com/watch?v=NnaJTrs2qQA
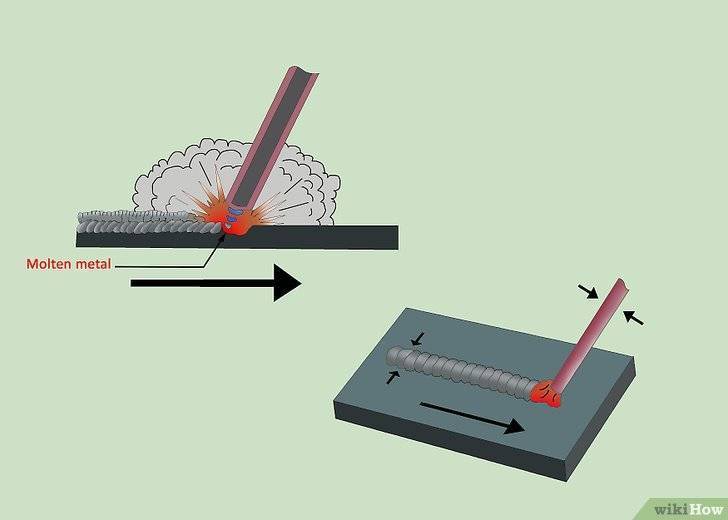
Научившись зажигать дугу, попробуйте медленно перемещать электрод по направлению «к себе», при этом совершая движения амплитудой 3-5мм из стороны в сторону. Старайтесь направлять расплав из периферии к центру сварочной ванны. Проварив шов длиной около 5 см, уберите электрод и дайте детали остыть, после чего постучите молотком по месту стыка для того, чтобы сбить шлак. Правильный шов имеет монолитную волнистую структуру без кратеров и неоднородностей.
Чистота шва напрямую зависит от размера дуги и правильного движения электрода во время сварки. Посмотрите видео о том, как варить сваркой, снятое при помощи защитных светофильтров. В таких роликах хорошо видно, как надо поддерживать дугу и перемещать электрод для получения качественного шва. Мы же можем дать следующие рекомендации:
- Поступательным движением стержня вдоль оси поддерживают необходимую длину дуги. Во время плавления, длина электрода уменьшается, поэтому требуется постоянно приближать держатель со стержнем к детали, соблюдая требуемый зазор. Именно на этом делают акцент и в многочисленных видео о том, как научиться варить.
- Продольным перемещением электрода создают наплавление так называемого ниточного валика, ширина которого обычно на 2-3 мм превышает диаметр стержня, а толщина зависит от скорости перемещения и силы тока. Ниточный валик – это самый настоящий узкий сварной шов.
- Для увеличения ширины шва электрод перемещают поперек его линии, осуществляя колебательные возвратно-поступательные движения. От величины их амплитуды и будет зависеть, какой ширины получится сварочный шов, поэтому величину амплитуды определяют исходя из конкретных условий.
В процессе сварки используется комбинация из этих трех движений, образуя сложную траекторию.
Ознакомившись с видео, как варить электросваркой и изучив схемы таких траекторий, вы сможете разобраться, какие из них можно применить для сварки внахлест или встык, при вертикальном или потолочном расположении деталей и т.д.
Во время работы электрод рано или поздно расплавится полностью. В таком случае сварку прекращают и заменяют стержень в держателе. Для продолжения работы сбивают шлак и на расстоянии 12мм от кратера, образованного на конце шва, поджигают дугу. Затем сплавляют конец старого шва с новым электродом и продолжают работу.
Как варятся угловые швы
Расплавленный металл при этой сварке, будет стекать вниз. Оптимальным способом сварки подобных швов из нижнего положения, считается «в лодочку». Деталь устанавливается таким образом, чтобы не происходила течь шлака прямо перед дугой. (Смотри рисунок. 68, а).Когда сваривается угловой шов, при горизонтальном расположении нижней плоскости, иногда плохо провариваются вершины угла.Причиной образования такого непровара может стать начало сварочного процесса с листа, стоящего вертикально. Расплавленный металл начинает стекать вниз, на лист, не успевший хорошо прогреться. Именно поэтому варить такие швы нужно с нижней плоскости. Причем дуга должна зажигаться в определенной точке (А). Движение должно осуществляться согласно схеме рисунка 68 б.Электрод наклоняется под 45 градусов, по отношению к свариваемым деталям. Во время сварки нужно электрод немного наклонять в разные стороны. (Смотри рисунок 68 в).Если угловые швы варятся не «в лодочку», сварка делается однослойной, с катетом шва менее 8 мм. Если величина катета превышает это значение, выполняют несколько слоев.Для сварки нескольких слоев углового шва, нужно сначала создать узкий валик. Для этого пользуются 3-4 мм электродом. Такой диаметр позволяет полностью проварить корень.Чтобы определить количество проходов, учитывают размер площади поперечного сечения, имеющегося шва. Обычно эта величина равна 30—40 кв. миллиметров. Рисунок 68 г наглядно показывает, как должны выглядеть угловые швы с разным количеством слоев, имеющие разделку кромок, полностью проваренные.





