Специфика нанесения
Чтобы краску такого типа нанести на поверхность, в независимости от того, металл это, стекло или пластик, ее нужно подготовить. Процесс подготовки может отличаться, но не результат – итогом подготовки станет полная очистка поверхности от грязи, жира, влаги. Для примера можно рассмотреть металл, который обезжиривается ветошью, смоченной нефрасом, после чего туда наносится грунтовка. Также поверхность может быть выровнена шпаклевкой.
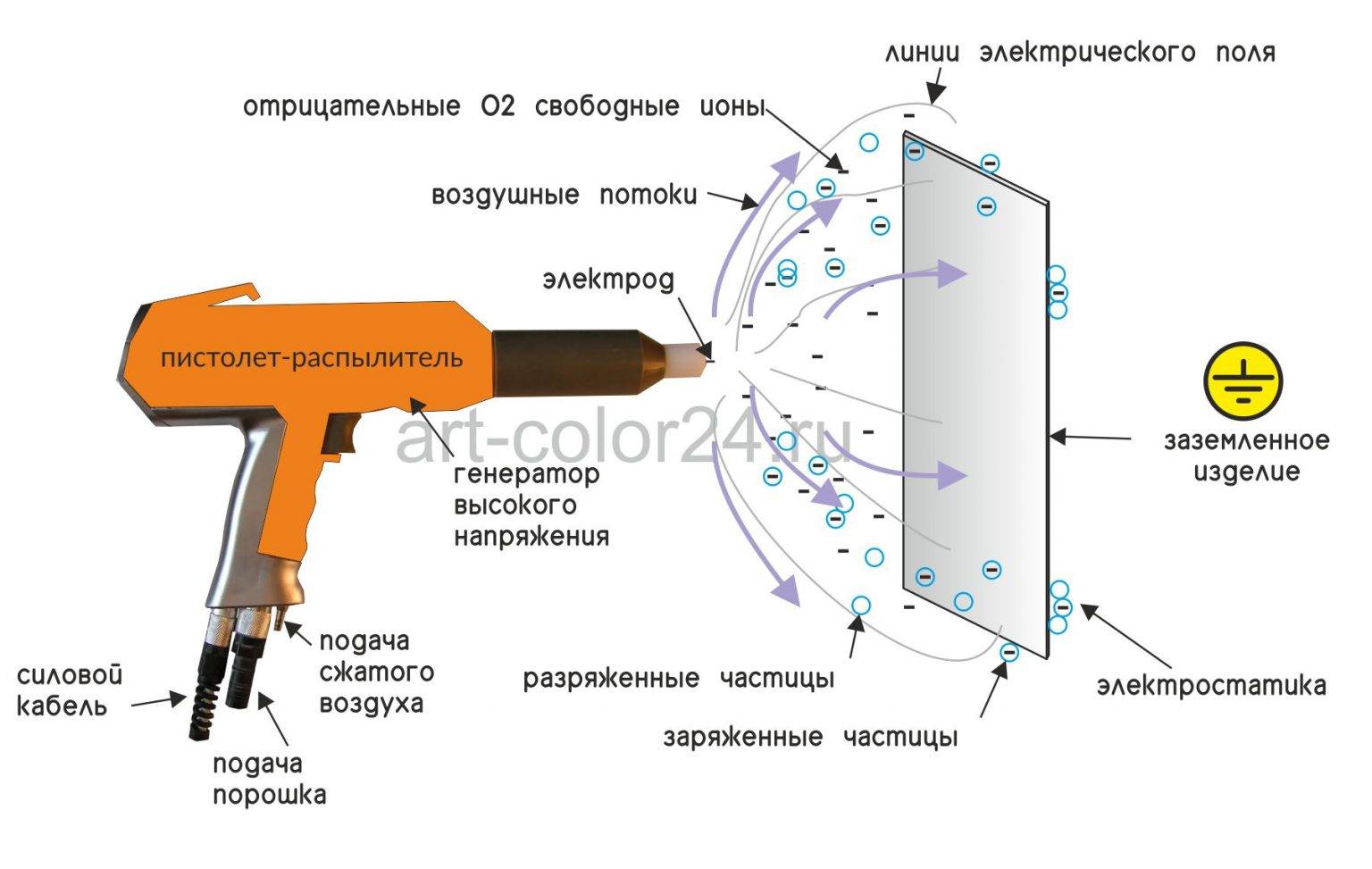
Дальше идет очередь пистолета. Его нужно держать на расстоянии примерно 20 см от детали, в вертикальном положении, движение должно происходить строго слева направо и строго ровными, равномерными движениями. Слоя должны перекрываться друг другом. Частицы краски остаются на рабочей поверхности из-за электризации. Но чтобы добиться такого эффекта, нужно сделать так, чтобы окрашиваемая деталь имела отличный от краски заряд. Есть два основных метода электризации краски, каждый из которых имеет плюсы и минусы
- При использовании электростатического метода порошок заряжается от внешнего источника. Такое оборудование стоит несколько дороже своего прямого конкурента, но вот работа устройства является более стабильной, так как равномерность нанесения слоя не зависит от внешних факторов. На процесс нанесения материала не будет влиять сила нажатия на курок или текущее давление в компрессоре.
- Пистолеты с трибостатическим эффектом используют силу кинетической энергии, за счет которой частицы краски трутся между собой и вылетают с большой скоростью из сопла. В камере для порошковой окраски потребуется организовать подходящие условия, так как при увеличенной влажности и низкой температуре порошок будет комковаться.
С трибостатическим оборудованием в принципе намного больше хлопот, так как нужно выбирать особую краску, где есть полярные растворители. Производительность устройства напрямую зависит от размеров бачка, а также от степени его заполнения.
Порядок выполнения работ
Технология порошковой окраски различных металлических изделий представляет собой совокупность мероприятий. Подробный перечень работ включает немаловажный этап – подготовку предмета, качество проведения которого определяет результат.
Подготовка
Необходимо выполнить следующие действия:
Поверхность тщательно очищается. Для этого проводится ряд процедур:
- Механическое удаление следов ржавчины и окислов с металла. При необходимости снимается и старый декоративный слой. Для этого процесса используются подручные инструменты: шлифовальные машинки, щетки, скребки. Если требуется, задействуются специальные смывки. Наиболее эффективной считается пескоструйная очистка, которая за счет воздействия абразивных частиц под давлением позволяет быстро удалить все лишнее.
Пескоструйная зачистка на данный момент считается самой качественной
- Обезжиривание основания. Для этого используются специальные щелочные или органические составы. Применяемый раствор наносится на ветошь, которой тщательно протирается поверхность. При необходимости деталь полностью погружается в раствор.
- Если есть возможность, то выполняется травление. От предыдущего этот способ отличается тем, что не просто смывает загрязнения, а оказывает воздействие на их структуру, способствуя лучшему удалению.
Обезжиривание и травление являются обязательными этапами подготовки
Формируется конверсионный подслой. Он необходим для защиты поверхности от попадания различных загрязнителей. Составы для этого выбираются исходя из вида обрабатываемого материала. Так, для деталей из алюминия применяется хромовый ангидрид, а для стали – фосфат железа.
Если требуется, то выполняется пассивирование. Этот процесс направлен на закрепление антикоррозионного покрытия.
Нанесение красителя
Порошковую окраску металла проводят следующим образом:
Окрашиваемые элементы после подготовки и просушки помещаются в камеру. При этом они закрепляются на раме, которая обязательно должна иметь заземление. Если работы выполняются дома, то создаются похожие условия. Обработку заготовки необходимо проводить в средствах индивидуальной защиты
Чтобы нанести порошок, выбирается подходящий распылитель. Эта процедура выполняется в специальной защитной одежде, респираторе и очках.
Деталь тщательно обрабатывается. Необходимо наносить частицы равномерно, покрывая все участки и выдерживая одинаковое расстояние до поверхности, чтобы обеспечить более однородное распределение. При финишном прогреве температура в печи может доходить до 200ºС
Изделие перемещается в печь
На этом этапе важно добиться равномерного прогрева, это обеспечит создание единой полимерной пленки. Температура выбирается индивидуально.. Порошковая покраска считается завершенной
По прошествии 30 минут металлическое изделие вынимается из печи и остужается, после полного остывания элемент готов к использованию
Порошковая покраска считается завершенной. По прошествии 30 минут металлическое изделие вынимается из печи и остужается, после полного остывания элемент готов к использованию.
Также рекомендуем посмотреть это видео:
Технология
Процесс окраски металлических деталей порошковыми составами можно разделить на три этапа. Это подготовка поверхности, непосредственное окрашивание (напыление) и закрепление результата (полимеризация).
Подготовительный этап
Он самый важный. От того, насколько качественно будет подготовлена к окрашиванию поверхность, зависит результат работы. Следуйте следующим инструкциям:
- Возьмите обычную чистую тряпочку и очистите всю поверхность обрабатываемой детали от пыли и грязи.
- Наждачной бумагой или специализированными металлическими щетками зачистите участки с коррозией.
- Обезжирьте растворителем деталь, это увеличит адгезию поверхности с краской.
- Проведите грунтование. Для этого покройте изделие краской на основе неорганических веществ. Благодаря этому слою сводится на нет риск проникновения воздуха, а также влаги под высохшую краску.
- Нанесите сверху детали слой, состоящий из соединений натрия и нитрата хрома. Этот процесс имеет название пассивирование. Он проводится, чтобы ржавчина не появилась в период подготовки детали к покраске. Все действия довольно просты, поэтому все можно сделать в домашних условиях своими руками.
- Просушите заготовку в самодельной печи.
Важно! Если деталь имеет слишком сложную конфигурацию, сильно загрязнена и покрыта коррозией, замочите ее в растворе щелочи
Покрывание детали порошковым покрытием
Следующий этап после подготовительного – непосредственно окрашивание. Тут все довольно просто: поместите деталь в отсек напыления, присоедините и закрепите на ней минусовой провод от вашего источника питания. Если включить наш преобразователь и поднести бутылку с металлической пробкой к детали на расстояние 20-30 мм — увидим проскакивание искр, это значит, что напряжения достаточно для нанесения порошковой краски.
Для этого надавливаем на бутылку, чтобы часть порошка вместе с воздухом выдувалась из дырок в пробке. Под воздействием высокого напряжения, частицы краски электризуются и прилипают к окрашиваемому изделию.
Часть порошка все равно рассыпется на пол, поэтому подстелите газету, чтобы потом его собрать.
Совет! Если с помощью окраски планируется достичь устойчивости детали к воспламенению, купите огнезащитные ЛКМ по металлу («Негорин», «Полистил» и им подобные).
После нанесения порошковой краски начинается процесс создания отвержденного полимерного слоя.
Полимеризация
Суть этого процесса в том, что окрашенная деталь устанавливается в специальную печь. Там она в течение определенного временного промежутка подвергается воздействию высокой температуры.










Для этого потребуется самостоятельно изготовленная печь для полимеризации порошковой краски. Чтобы процесс прошел без накладок, необходимо соблюсти следующие условия:
- Придерживайтесь рекомендаций, разработанных для каждой конкретной краски.
- Обеспечьте равномерное нагревание каждой детали.
- Соблюдайте точное время полимеризации. По его истечении извлеките деталь из камеры и оставьте на открытом воздухе для полного остывания.
Применение этого способа окрашивания порошковыми составами идеально подойдет тем, кто любит все делать своими руками. Делать самостоятельно печь для полимеризации довольно долго, однако на лицо существенная экономия средств и получение качественного покрытия.
Автоматизированная порошковая окраска радиаторов отопления
Также мы готовы предложить вам вариант конвейерной линии для окраски радиаторов отопления. В процессе работы используется струйная подготовка, для окрашивания применяется метод окунания, а сушка проводится при температуре в 120 градусов. Предусмотрена возможность полимеризации, докраски вручную, а также снятие элементов с конвейера.
Если вы хотите получить подробную консультацию или заказать проектирование автоматической линии порошковой краски, то достаточно оставить заявку в форме, которая расположена ниже. Наши специалисты в короткие сроки свяжутся с вами, а также смогут ответить на все интересующие вас вопросы.
Классификация печного оборудования
Объединенные по нескольким общим признакам в группы термопечи классифицируются:
- тупиковые и проходные;
- одноходовые и многоходовые;
- горизонтальные и вертикальные.
Для полноценной работы нужно электричество, углеводороды (мазута, соляра, природный газ). Применяется несколько способов нагрева: конвективный, терморадиационный, индукционный. Модель конвективной печи встречается чаще. У конструкции благодаря перемещению теплых воздушных масс происходит нагрев. В качестве источника нагрева в терморадиационных моделях используется инфракрасное излучение. Подложна разогревается очень быстро.
Как красить порошковой краской
После того как все оборудование собрано, куплено и налажено, можно самостоятельно окрашивать металлические детали.
Выбор краски
Порошковые краски разделяются на две
- Термопластичные. Принцип получения покрытия заключается в том, что порошок наносится на деталь, которая подвергается запеканию. Воздействие на создаваемый слой оказывает только температура. В эту группу входят составы на основе поливинилбутирала, полимеров, полиамида, полиэлифина.
- Термореактивные. Суть процесса в том, что сплавление сопровождается определенной химической реакцией. Это позволяет получить поверхность, стойкую к любым воздействиям. Варианты таких смесей: эпоксидные, полиэфирные, эпоксидно-полиэфирные, полиуретановые.
Следует учитывать, что цвет выбранной краски не подвергается колеровке.
Как термопластичные, так и термореактивные составы имеют широкую цветовую гамму
Технология окрашивания
Домашние работы требуют создания определенных условий. Все процессы распределяются по участкам, чтобы исключить нарушение технологии окраски из-за пыли и грязи.
Порядок действий:
Проводится обработка металла. Поверхность тщательно очищается от старого слоя. Если наблюдаются следы чернения или воронения, то покрытие необходимо полностью удалить. Если деталь имеет старое покрытие, то оно в обязательном порядке снимается
Очищенные детали обезжириваются и тщательно высушиваются. Если требуется, то проводится фосфатирование. Участки, которые не должны быть покрашены, закрываются. Обработанное изделие помещается в покрасочную камеру и заземляется. Для этого его навешивают на подвесах. Зацепы не должны препятствовать равномерному распределению состава. При помощи пистолета порошок напыляется на поверхность детали
Необходимо соблюдать осторожность, ведь при касании состав легко стирается. Если это произойдет, то потребуется нанести новый слой. Для этого наилучшим решением будет наличие передвижного навесного приспособления
Нанесение порошкового покрытия
Для этого наилучшим решением будет наличие передвижного навесного приспособления. Нанесение порошкового покрытия
После обработки изделие помещается в печь. Выбирается необходимый температурный режим, процесс нагрева длится от 10 до 30 минут. Чтобы окрасить изделие правильно, нужно соблюдать температуру для каждого слоя: если нанесена грунтовка, то это около 150–160оС, для базового покрытия – 170–180 градусов, а для основного – более 190оС. Естественно, показатели зависят от материала и размера детали. После запекания изделие извлекается из печи. Для полного сцепления краски рекомендуется выждать сутки. Температура запекания покрытия зависит от вида состава, но в любом случае она не должна быть выше 200ºС
Естественно, что для получения оптимального результата потребуется некоторое время, чтобы правильно настроить все оборудование и разработать четкую последовательность технологического процесса. Но при соблюдении всех условий результат превзойдет все ожидания.
Это интересно: Как снять старый лак с деревянной мебели в домашних условиях?
Требуемое оборудование
Для того чтобы процесс самостоятельной покраски практически не отличался от заводского, необходимо выбрать подходящее место, где будут проводиться работы.
Когда помещение найдено, нужно собрать и подготовить необходимое оборудование:
- печь для полимеризации (сушки);
- источник постоянного напряжения (около 25 кВ);
- распылитель порошковой краски (пистолет);
- ЛКМ.
В работе не помешает аккуратность и небольшой опыт. Но если его нет – не беда, действуя по инструкции, можно избежать большинства ошибок и получить вполне приличный результат.
Изготовление печи
Полимеризация – важный этап в отвердении порошковой краски. Если этот пункт работ опустить, ЛКМ не будет держаться на металлических поверхностях. Поэтому такое оборудование, как печь – ее еще называют камерой полимеризации – необходимо в первую очередь. Вещь эта дорогостоящая, поэтому можно сделать ее своими руками, из подручных материалов. Нам понадобятся (камера полимеризации будет иметь размеры 2х1х1 м):
- профильная труба;
- негорючая теплоизоляция (плита базальтовая);
- листовой металл (можно заказать по размерам);
- тангенциальный вентилятор;
- ТЭНы.
Инструкция по сборке печи состоит из следующих шагов:
- Сварите из профиля каркас.
- Заложите в него утеплитель.
- Листовым металлом зашейте стены. Снаружи отделайте все гипсоволокном.
- Для конвекции в камере установите тангенциальный вентилятор, наварив ему узкий выход и широкий вход.
- Вентилятор вставьте в камеру. Он будет забирать воздух вверху, прогонять его через ТЭНы, выгонять внизу, а затем распределять по всему объему камеры.
- ТЭНы установите вдоль параллельных стенок и соедините по распределению на фазы.
- ТЭНы закройте, оставляя открытым вентилятор, основная часть которого должна располагаться вне камеры (чтобы не оплавить обмотку).
- Установите электрощит. Правда, эту работу лучше поручить специалисту.
Полученное оборудование – камера полимеризации – будет иметь мощность 12 кВт на разогреве и 6 кВт в работе.
Покрасочный инструмент – пистолет
Чтобы нанести порошковую краску на изделие, требуется специальное устройство. Это электростатический краскопульт или трибостатический порошковый распылитель. Но покупать дорогостоящее оборудование ради редкого использования не целесообразно. Так как в нашем случае все изготавливается своими руками в домашних условиях, такое устройство можно смастерить минут за 10. Такой пистолет прост в использовании, дешев и практичен. Переход с одной краски на другую занимает несколько секунд.
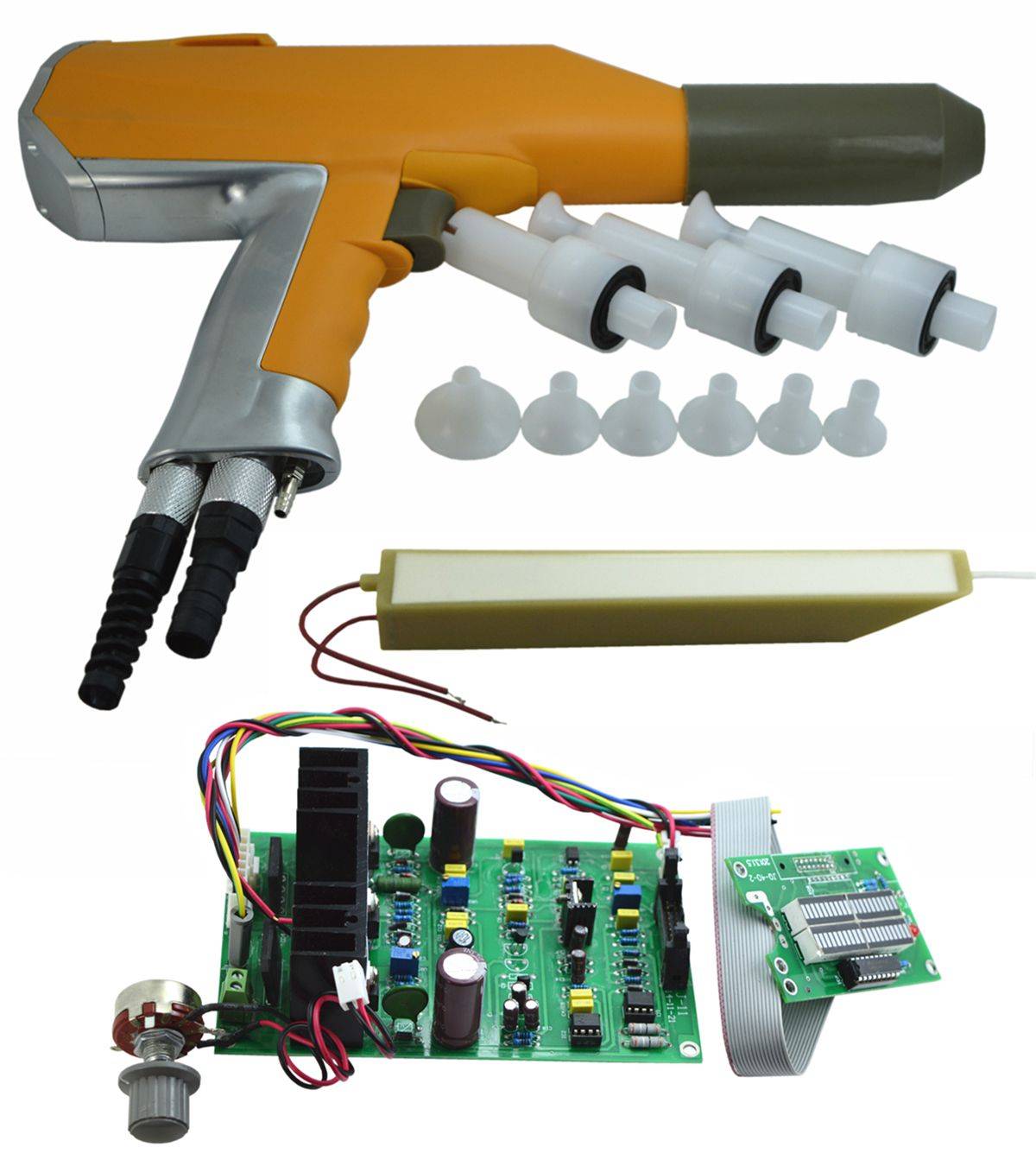









Конструкция и комплектация пистолета для порошковой покраски
Как сделать пистолет для порошковой краски:
- Возьмите обычную пластиковую 1,5-литровую бутылку. Главное, чтобы она была сухая и чистая.
- Заполните ее на 1/3 порошковой краской, закрутите металлической пробкой.
- Проделайте в пробке маленькие отверстия. Чем больше отверстий, тем качественнее будет нанесение. Зачистите пробку снаружи от заусениц, оставшихся после прокалывания.
- Подключите к пробке плюсовой провод от источника высоковольтного напряжения.
Для этой цели нужен преобразователь, который сможет выдать 25 000 вольт постоянного тока. Такие используются в электрошокерах, зажигалках для газовых плит, котлах и колонках. Они могут работать от батареек или аккумуляторов, преобразовывая 3-6 вольт в нужные 25 кВ.
После всех манипуляций получается вполне приличный пистолет.
Мелочи, без которых не обойтись
Перед началом окраски нужно тщательно позаботиться о том, чтобы все операции проходили при идеальных условиях:
- Необходимо отличное освещение. Используйте лампы дневного света. К обычной лампе порошковая краска отлично прилипает.
- Нужна хорошая вентиляция с двумя моторами (на вход и выход). Дополнительно придется надеть марлевую повязку, а лучше профессиональный респиратор.
- Придется изобрести способ сбора остатков порошковой краски. На начальных этапах используйте старый мощный пылесос.
Когда все тщательно подготовлено, можно приступать к покраске своими руками нужных деталей.
Формируем покрытие
После того как порошковая краска нанесена, изделие поддаётся следующему процессу – формированию покрытия. Заключается он в оправлении нанесённого состава. В результате чего на покрытии образовывается плёнка, происходит затвердевание и охлаждения нанесённого слоя.
Температура должна составлять около 2100С. По длительности данная процедура занимает одну четверть часа. Желательно соблюдать стабильность поддержания температурного режима в покрасочной, но особого запрета на открытие духового шкафа нет. По истечении необходимого времени, изделие извлекают из камеры и охлаждают естественным способом.
Следует помнить, что нагретый металл мягче, чем в обычном состоянии. Поэтому его следует разместить так, чтобы он случайно не подвергся механическим воздействиям и не деформировался.
Отметим, что покрытия, которые окрашены порошковой краской, отличаются высоким качеством и степенью устойчивости к механическому истиранию. Такое покрытие прослужит долгое время. К тому же, порошки, которые используются для нанесения на металл и другие поверхности, сами по себе обладают высококачественными свойствами.
Как видим, технология окрашивания своими руками совсем не сложная и сделать её вполне реально. Главное, во время работы придерживаться всех советов и не пропускать подготовительные этапы.
Требуемое оборудование
Для того чтобы процесс самостоятельной покраски практически не отличался от заводского, необходимо выбрать подходящее место, где будут проводиться работы.
Когда помещение найдено, нужно собрать и подготовить необходимое оборудование:
- печь для полимеризации (сушки);
- источник постоянного напряжения (около 25 кВ);
- распылитель порошковой краски (пистолет);
- ЛКМ.
В работе не помешает аккуратность и небольшой опыт. Но если его нет – не беда, действуя по инструкции, можно избежать большинства ошибок и получить вполне приличный результат.

Изготовление печи
Полимеризация – важный этап в отвердении порошковой краски. Если этот пункт работ опустить, ЛКМ не будет держаться на металлических поверхностях. Поэтому такое оборудование, как печь – ее еще называют камерой полимеризации – необходимо в первую очередь. Вещь эта дорогостоящая, поэтому можно сделать ее своими руками, из подручных материалов. Нам понадобятся (камера полимеризации будет иметь размеры 2х1х1 м):
- профильная труба;
- негорючая теплоизоляция (плита базальтовая);
- листовой металл (можно заказать по размерам);
- тангенциальный вентилятор;
- ТЭНы.
Инструкция по сборке печи состоит из следующих шагов:
- Сварите из профиля каркас.
- Заложите в него утеплитель.
- Листовым металлом зашейте стены. Снаружи отделайте все гипсоволокном.
- Для конвекции в камере установите тангенциальный вентилятор, наварив ему узкий выход и широкий вход.
- Вентилятор вставьте в камеру. Он будет забирать воздух вверху, прогонять его через ТЭНы, выгонять внизу, а затем распределять по всему объему камеры.
- ТЭНы установите вдоль параллельных стенок и соедините по распределению на фазы.
- ТЭНы закройте, оставляя открытым вентилятор, основная часть которого должна располагаться вне камеры (чтобы не оплавить обмотку).
- Установите электрощит. Правда, эту работу лучше поручить специалисту.
Полученное оборудование – камера полимеризации – будет иметь мощность 12 кВт на разогреве и 6 кВт в работе.
Покрасочный инструмент – пистолет
Чтобы нанести порошковую краску на изделие, требуется специальное устройство. Это электростатический краскопульт или трибостатический порошковый распылитель. Но покупать дорогостоящее оборудование ради редкого использования не целесообразно. Так как в нашем случае все изготавливается своими руками в домашних условиях, такое устройство можно смастерить минут за 10. Такой пистолет прост в использовании, дешев и практичен. Переход с одной краски на другую занимает несколько секунд.
Конструкция и комплектация пистолета для порошковой покраски
Как сделать пистолет для порошковой краски:
- Возьмите обычную пластиковую 1,5-литровую бутылку. Главное, чтобы она была сухая и чистая.
- Заполните ее на 1/3 порошковой краской, закрутите металлической пробкой.
- Проделайте в пробке маленькие отверстия. Чем больше отверстий, тем качественнее будет нанесение. Зачистите пробку снаружи от заусениц, оставшихся после прокалывания.
- Подключите к пробке плюсовой провод от источника высоковольтного напряжения.
Для этой цели нужен преобразователь, который сможет выдать 25 000 вольт постоянного тока. Такие используются в электрошокерах, зажигалках для газовых плит, котлах и колонках. Они могут работать от батареек или аккумуляторов, преобразовывая 3-6 вольт в нужные 25 кВ.
После всех манипуляций получается вполне приличный пистолет.
Мелочи, без которых не обойтись
Перед началом окраски нужно тщательно позаботиться о том, чтобы все операции проходили при идеальных условиях:
- Необходимо отличное освещение. Используйте лампы дневного света. К обычной лампе порошковая краска отлично прилипает.
- Нужна хорошая вентиляция с двумя моторами (на вход и выход). Дополнительно придется надеть марлевую повязку, а лучше профессиональный респиратор.
- Придется изобрести способ сбора остатков порошковой краски. На начальных этапах используйте старый мощный пылесос.
Когда все тщательно подготовлено, можно приступать к покраске своими руками нужных деталей.
Необходимые инструменты и материалы
Мы расскажем, как же можно изготовить данный агрегат своими руками. Для этого необходимо следовать указанной в статье инструкции. Изготовить устройство будет не слишком сложно, можно сделать печь и без помощи сварочного инструмента. Вместо него используйте саморезы и заклепки. Решающую роль здесь играет ваше мастерство.
Необходимые инструменты для изготовления печи своими руками:
- уровень;
- сварочный инструмент;
- плоскогубцы;
- болгарка;
- ножницы по металлу;
- рулетка.
Нужно определить, какое количество каждого материала нам потребуется, для этого можно сделать чертежи. По ним мы и будем рассчитывать.









Нам потребуются следующие материалы:
- листовой металл;
- утеплитель;
- профильная труба;
- нагревательные тэны;
- петли и защелки для дверцы;
- кабель;
- вентилятор улитковый;
- блок управления температурой.
Рассчитывая необходимый объем печи, помните, что печь слишком большого размера будет сложно разогреть.
Порошковая краска по металлу: свойства и характеристики
К основным техническим характеристикам порошковых красок относят:
- дисперсионный состав;
- сыпучесть порошка;
- насыпную плотность;
- способность к электризации;
- степень псевдоожижения.
Дисперсионный состав
В состав сыпучего материала входят мелкодисперсные частицы, которые различаются по величине зерна. Крупинки принято разделять на истинные частицы и агрегаты, представляющие собой скопление мелких зерен. При нанесении материала краскопультом истинный размер не учитывается, для отделения крупных фрагментов используется методика просеивания порошка через сито.
Для электростатического нанесения размер зерна находится в диапазоне от 10 до 100 мкм, но для получения тонкого лакокрасочного слоя параметр снижается до интервала от 3 до 40 мкм. Если применяется технология напыления порошка в кипящем слое, то размер фракции увеличивается до 350 мкм (сопоставим с толщиной слоя нанесенной эмали).
Сыпучесть
Сыпучесть порошка зависит от состава, степени увлажнения и размера частиц. При пониженном параметре ухудшается распределение краски по защищаемой поверхности. Повышенной сыпучестью обладают порошки с зернами округлой конфигурации, но при попадании влаги характеристики материала ухудшаются. Допускается введение в состав порошковых красок пирогенного кремнезема или аэросила, которые повышают сыпучесть. Для сохранения заявленного заводом параметра пудра хранится в емкостях, предотвращающих насыщение порошка парами воды.

Насыпная плотность
Плотность материала зависит от вида порошка и размера гранул, при введении дополнительных присадок (например, цветовых пигментов) параметр увеличивается в 1,5-2 раза. Производители красок стараются добиться высокой плотности мелкодисперсного окрасочного материала. При падении параметра наблюдается ухудшенное распределение зерен по обрабатываемой поверхности, на которой образуются зоны с недостаточным слоем эмали.
Способность к электризации
Мелкодисперсная пудра в процессе хранения, транспортировки и подготовки к нанесению электризуется. Сила заряда зависит от размера частиц, типа и химического состава дополнительных присадок, влажности воздуха и материала и от интенсивности механического воздействия.
Способность к псевдоожижению
Псевдоожижение порошковых материалов влияет на качество лакокрасочного покрытия при использовании технологии нанесения в кипящем слое. Если в состав краски входят частицы полиэтилена или полипропилена, то смесь отличается низкой способностью к псевдоожижению. Понижение сыпучести с одновременным насыщением пудры влагой негативно влияют на параметр, для нанесения таких материалов требуется специальная оснастка (например, установки с вибрационным блоком и вихревым модулем).