

Соединение труб пайкой с армированием
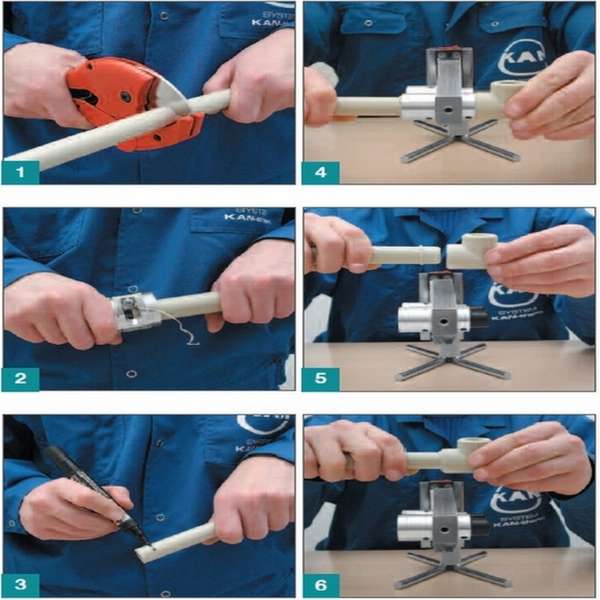
Для пайки армированных ППР необходимо очистить их от алюминиевой фольги на глубину сварки. Для очистки используют шейвер. Это металлическая втулка с режущими ножами внутри втулки. Его надевают на край трубы и вращением вокруг оси счищают армирующий слой.
Если армирующий слой находится в середине стенки ППР, то в таком случае используют торцеватель. Принцип работы такой же, как с шейвером, их разница лишь в том, что ножи внутри втулки обращены в другую сторону. Торцеватель выравнивает край ППР и снимает армирующий слой на глубину 2 мм. Обработанные торцевателем края труб паяют методом прямой (стыковой) сварки.
Диаметр ППР, армированных алюминиевой фольгой, отличается от стандартных в большую сторону и не подходит к насадкам паяльной машины. Наличие армирующего слоя требует увеличения длительности нагрева.
Выполнение сварки полимерных труб необходимо проводить в хорошо проветриваемом помещении. При плавлении полимерный материал выделяет токсичное вещество, его концентрация приводит к ухудшению состояния здоровья и отравлению.
Ставим детали на прогрев
Когда сварочный аппарат достигнет рабочего режима, загорится лампочка. Труба вставляется в муфту, а фитинг – на дорн. Если провести такую работу одновременно довольно сложно, сначала монтируется тяжелый соединительный элемент.
Сварочные детали обязательно имеют небольшой припуск, который начинает выдавливаться при их монтаже. Так получается кольцеобразный валик (грат). Чтобы сдвинуть такое кольцо, нужно приложить некоторые усилия, но делать это следует плавно и медленно, чтобы грат приобрел правильную форму. Фитинг, свободно надевающийся на дорн и не образующий кольцеобразного валика, считается бракованным.
При монтаже детали требуется обязательно следить за глубиной установки. Как только элемент упрется в вершину дорна, нужно прекратить давление, иначе можно повредить торец трубы и помять ограничитель фитинга. Чтобы контролировать глубину погружения детали в муфту, на некотором расстоянии от торца делается соответствующая отметка. Однако эта процедура необязательна, так как в основном фитинг вставляется в оправку, пока не коснется упора.
После того как детали были установлены в муфту аппарата и его дорн, нужно выждать несколько секунд, пока поверхности хорошо не оплавятся
Важно правильно определить продолжительность нагрева. Этого времени должно хватить для получения вязкого и текучего состояния полипропилена
Если период нагрева будет слишком большим, детали станут очень мягкими
Изготовители пластмассовых труб разработали специальные таблицы, в которых обозначено время нагрева для определенной марки полипропилена. В этом случае учитываются также толщина стенки и сечение трубы
Если период нагрева будет слишком большим, детали станут очень мягкими. Изготовители пластмассовых труб разработали специальные таблицы, в которых обозначено время нагрева для определенной марки полипропилена. В этом случае учитываются также толщина стенки и сечение трубы.
Когда совмещаются фитинги с цилиндрическими изделиями, угол проворачивания деталей не должен превышать 5 градусов. Если стык сделан правильно, грат будет иметь одинаковую толщину со всех сторон.
Другие способы пайки труб из ПП
Кроме классической пайки известно несколько дополнительных вариантов соединения. Все они отличаются своими характерными особенностями. У каждого метода имеются как положительные, так и отрицательные стороны. Познакомимся с ними более подробно.
Применение электрофитингов
Установка такого трубопровода упрощается, если воспользоваться соединительными муфтами, которые оборудованы специальными нагревательными спиралями.
Сварочный аппарат подключается к контактам, выходящим из муфты. На них подается напряжение и выдерживается определенное время.
Как пользоваться
- поверхность тщательно очищается, затем обезжиривается;
- труба вставляется в соединительный элемент и плотно фиксируется;
- сварочный аппарат подсоединяется к электрическим контактам электрофитинга;
- после включения устройства можно будет наблюдать через специальные отверстия фитинга, как плавится и увеличивается объем пластика; прибор отключится автоматически; время сварки регулируется самим аппаратом, который учитывает окружающую температуру;
- инструмент отсоединяется от контактов.
 Главным преимуществом такого метода является его скорость. На пайку уходит секунда, а остывание продолжается одну минуту. О труднодоступных участках можно забыть. Дело в том, что сама пайка выполняется на конкретном месте уже собранных ранее деталей. Это очень удобно, когда нужно провести установку закрытой отопительной системы. Такие работы можно проводить даже при небольших морозах, однако температура не должна быть ниже -15 °С. При более низких значениях пользоваться паяльником запрещается.
Главным преимуществом такого метода является его скорость. На пайку уходит секунда, а остывание продолжается одну минуту. О труднодоступных участках можно забыть. Дело в том, что сама пайка выполняется на конкретном месте уже собранных ранее деталей. Это очень удобно, когда нужно провести установку закрытой отопительной системы. Такие работы можно проводить даже при небольших морозах, однако температура не должна быть ниже -15 °С. При более низких значениях пользоваться паяльником запрещается.
Применение электрофитингов позволяет строительным фирмам ускорить работы на больших объектах.
Частный сектор редко пользуется подобным способом, так как стоимость этого оборудования очень высока. Цена электромуфтового прибора находится в диапазоне 80-100 тыс. р.
Холодная сварка
Чтобы применять такую методику, необходимо иметь специальный клей, предназначенный для размягчения верхнего слоя изделия. Это один из способов соединения полипропиленовых труб без паяльника.
Как пользоваться
- проводится подгонка деталей;
- приобретается подходящий комплект фитингов;
- соединяемые поверхности хорошо обезжириваются;
- на каждую плоскость наносится слой клея;
- вставленные детали плотно фиксируются на протяжении 20 секунд;
- запрещается смещение элементов в течение одного часа.
В результате соединение становится прочным и надежным, похожим на пайку.
Запрещается нагрев склеенных швов. Холодная сварка может использоваться только для установки холодного водопровода!
Другой способ соединения изделий из ПП без паяльника заключается в использовании горелки. Установить температуру на этом приборе нельзя, потому придется делать все на глаз.

Свойство полипропилена
Полипропилен представляет собой продукт полимеризации 2 газов — этилена и пропилена. Они смешиваются в определенном соотношении. В итоге удается получить гранулы, из которых изготавливают трубы. Это делают экструзионным способом.
Характеристики материала приведены в таблице:
| Показатель | Значение |
| Рабочий диапазон температур | -10 — +90 градусов |
| Температура плавления пластика | 149 градусов |
| Номинальное давление | 1,5-2,5 атмосфер |
Указанные характеристики подходят для холодного водопровода. Благодаря армированию стекловолокном или алюминием удается получить изделия, которые годятся для батарей и горячего водоснабжения.
Сварка стыков труб
Прежде чем приступить к сварке трубы, мы можем подготовить изделия для выпечки. Сначала изготавливаем отрезки труб до 100 мм, очищаем торцы отрезанной трубы от ржавчины, грязи, краски и т.д. С помощью вспомогательных средств от вредных веществ, мешающих при сварке. Сварка трубы осуществляется без перекоса или перекоса кромки, как на предыдущем стебле. Т. е. допускается сварка трубы со стенкой до 4мм без перекоса кромки, в случае если толщина стенки более 4мм будем варить с перекосом V–образной кромки. При сварке кромки с перекосом в трубу вставляют фаску, оставляя ее непокрытое место (притупление).

Рисунок 2. Перекос кромки V-образного
Как только труба будет готова, она будет удерживаться в двух-трех местах. Сварка труб делится на поворотные или без витков. Сварка витка выполняется путем вращения трубы. Например, можно получить сварную трубу с поворотом под углом 90◦, указанным ниже.

- место начала.
- заклинивание шва
Рисунок 3. Сварка витков под углом 90◦
Рисунок 4. Сварка трубы без поворота
Сварка трубы без поворота часто выполняется в том случае, если труба неподвижна.
При сварке встречаются все виды сварных швов, Если говорить чуть ниже-потолочный шов, при боковом исполнении-вертикальный шов, при этом угол удержания электрода не должен изменяться.
Трубы со стенкой до 4 мм сваривают однослойными, а свыше- многослойными. При выпечке первого шва для получения корня, далее слои заполняют по толщине. (рисунок 5)

Рисунок 5. Многослойная сварка труб
При варке обязательно очищаем место стыка. Когда мы начинаем с конца, нам нужно больше нагревать, и мы снова плавим как блокировка (замок), когда мы заканчиваем шов. Такие условия выдерживают дефекты, которые возникают при варке. Во время приготовления пищи могут возникнуть внешние и внутренние дефекты, такие как брызги, отверстия, канавки, ожоги, проварки, трещины, поры и т. д. Мы должны предотвратить эти дефекты.
Альтернатива сварке
Иногда в труднодоступных местах выполнять сварочные работы невозможно. В качестве альтернативы сварке можно использовать органический растворитель. Он отличается выраженными размягчающими свойствами. При этом состав имеет высокую летучесть.
Пропиленовые трубы пользуются большой популярностью и применяются для сооружения систем отопления и водоснабжения. Для соединения разных элементов необходимо пользоваться паяльником. Чтобы получить крепкую и надежную конструкцию, нужно четко придерживаться инструкции по применению этого инструмента.
Виды труб из полипропилена
На рынке строительных материалов встречаются пластиковые трубы 4 цветов. Белые, зеленые и серые не отличаются по своим свойствам. Их обычно используют в помещениях.
Изделия черного цвета обладают особой устойчивостью к солнечным лучам, что позволяет использовать их для организации системы полива.
Специалисты выделяют несколько типов труб:
- Используемые в холодной воде. Такое оборудование выдерживает температуру до +45°С. Для маркировки применяется полоса, имеющая голубой цвет.
- Устойчивые к высоким температурам. Трубы, по которым течет горячая вода, должны выдерживать до +85°С. При покупке на изделии стоит искать красную полоску.
- Универсальные. Такой товар помечен сразу двумя полосками – голубого и красного цветов.
Полипропиленовые трубы имеют свою маркировку:
PN10. Данная отметка говорит о том, что водопровод предназначен только для холодной воды. При этом толщина изделия является небольшой.
PN16. Такие трубы выдерживают более высокую температуру, но также не предназначены для горячего водоснабжения.
PN20. Эта маркировка ставится на конструкции с толстыми стенками. Данный тип используется как для холодной, так и очень горячей воды.
PN25 имеют самую большую толщину стенок и дополнительную защиту в виде фольги или стекловаты. Такие трубы предназначены для отопительной системы.
Ошибки при пайке полипропиленовых труб
Необходимо соблюдать рекомендации по сварке труб из полипропилена и выполнять все шаги инструкций.
Бракованные узлы в системах появляются из-за следующих ошибок:
- Не удаляется грязь и жировая пленка с поверхности соединяемых деталей.
- Обрезка трубных изделий проводится не под прямым углом.
- Конец трубы неплотно вставляется в фитинг.
- Не соблюдается временная выдержка при нагреве элементов на паяльнике.
- Армированный слой не полностью удаляется с изделий.
- Корректировка деталей проводится дольше указанного времени.
На качественных материалах может быть не виден внешний дефект при перегреве, но внутри все равно возникает деформация. Она приводит к уменьшению сечения.
Поэтому при эксплуатации инженерной коммуникации снижается пропускная способность сети. Сужение прохода также становится причиной более быстрого засорения. Это тоже блокирует движение воды.
Если срез выполнен не под прямым углом, трубные изделия стыкуются в скошенной плоскости. В результате у элементов нарушается соосность. Она особенно становится заметной при монтаже длинных участков.










В итоге нередко приходится выполнять демонтаж и проводить весь процесс заново. При нарушенной соосности изделия трудно проложить в штробах.
Обязательно поверхности обезжирить перед пайкой. В противном случае появляются так называемые островки отторжения. На таких участках плохо осуществляется или совсем не происходит полифузное сваривание.
Эта ошибка позволит начать эксплуатировать инженерную коммуникацию, но через некоторый временной промежуток появится течь. Она также нередко возникает при неправильно выставленной температуре паяльника.
Если происходит недостаточное удаление армирующего слоя, остаточная фольга из алюминия способствует возникновению не проваренных участков. В таких зонах чаще всего появляются протечки.
Грубой ошибкой является прокручивание деталей. Такое действие не позволяет получить однородную структуру по всей окружности стыка. Выполненное соединение не будет полноценным, потому что разрушится при повышении давления в системе.
Аппараты для листового полипропилена
Технология сварки листовых полипропиленовых заготовок заключается в сплавлении их по тщательно подготовленной линии среза. Для образования качественного соединения могут применяться следующие методы:
- автоматическая сварка;
- ручное сваривание с помощью паяльного приспособления;
- подобный же метод, но с применением специального технического фена.
Станок для сварки листового полипропилена
Автоматическое соединение полипропиленовых листов относится к наиболее эффективным и качественным приёмам, при реализации которых применяется полифузионная сварка.
Для этого используется особый тип оборудования, в виде рабочих станков или раздвижных столов, на которые в процессе сварки укладываются заготовки и фиксируются посредством прижимного механизма.
Перед началом сварочных процедур оператор устанавливает параметры будущего шва (их толщину и длину), а затем нажимает кнопку «Пуск».
Тем же фиксирующим механизмом края полипропиленовых листов прижимают к нагревательному элементу и после этого прогревают в течение определённого промежутка времени.
При нагреве до заданной температуры нагревательный элемент отводится из рабочей зоны, а раздвижные элементы продолжают сжимать детали точно по линии среза. Длительность сжатия и развиваемое при этом усилие строго нормируются и задаются оператором перед началом процедуры сплавления.
Этим методом заготовки листового полипропилена могут соединяться независимо от их формы, длины и толщины. Ширина рабочей части раздвижного стола для некоторых моделей станков может достигать 3-4-х метров.
Приведённые выше параметры удовлетворяют показателям различных материалов из пропилена, что представляется очень выгодным для обработки больших партий этих изделий.
Инструкция по сварке
В бытовых условиях пайка полипропиленовых фитингов и труб в единую конструкцию чаще всего выполняется методом термической полифузии. После нагрева специальным прибором трубы быстро соединяются. Работы, в соответствии с технологией, выполняются поэтапно.
Подготовка
На подготовительном этапе разрабатывается проектная документация, в которой обязательно указывается выбранная схема трубопровода. Правильно определяются места фиксации системы к стенам, а при необходимости посредством строительного инструмента пробивается требуемое количество крепёжных отверстий.
Размечать и затем нарезать полипропиленовые трубы на отдельные элементы нужно в строгом соответствии с заранее подготовленной схемой, а также натурными замерами. Такое несложное мероприятие позволит убедиться в точности выполненной разметки.
Выложенные на максимально ровной поверхности отрезки труб должны повторять правильную последовательность соединений. Фольгированные части с торцов удаляются торцевателем, после чего на выбранных концах маркёром отмечается глубина вхождения в фитинг.
Нагрев
Рабочую температуру нагревателя на паяльном устройстве нужно выбирать в зависимости от технических характеристик труб. Процесс пайки трубопроводов, имеющих алюминиевое армирование, следует производить при температурных показателях насадки в пределах 260-300оС.
Используемое в работе паяльное оборудование перед сваркой должно набрать температуру нужной величины, поэтому терморегулятор устанавливается в соответствующее положение, а вилка самого прибора включается в розетку электрической сети.
О готовности сварочного аппарата к сварке полипропилена сигнализирует переключение на приборе специальной подсветки. На разных моделях оборудования варианты сигнального оповещения имеют отличия. Чтобы не ошибиться в правилах эксплуатации устройства нужно внимательно изучить прилагаемую производителем инструкцию.
Сварка

Правильная работа – это одновременный нагрев паяльным устройством конца полипропиленовой трубы и фитинга. При этом используемый фитинг располагается на специальном насадочном дорне, а труба с небольшим физическим усилием вставляется в гильзу. Глубину вхождения нужно в обязательном порядке контролировать в соответствии с нанесённой на ППР трубу маркерной разметкой.
Диаметр (мм.) | Глубина сварки (мм.) |
20 | 14,0 |
25 | 16,0 |
32 | 20,0 |
40 | 21,0 |
50 | 22,5 |
63 | 24,0 |
75 | 28,5 |
90 | 33,0 |
110 | 39,0 |
Стандартное время нагрева всех соединяемых элементов подбирается в зависимости от их диаметра. Объединять полипропиленовые трубы и фитинги необходимо достаточно быстро, благодаря чему предотвращаются температурные потери нагретого материала. Стыкование элементов осуществляется посредством ровного поступательного движения без вращения.
Соединённую конструкцию трубопроводного участка следует надёжно фиксировать до момента набора состыкованными полимерными элементами максимальных показателей прочности. Как показывает практика, система схватывается в течение 10-20 секунд (зависит от D трубы). Идеальный вариант – сохранение зафиксированного положения до полного охлаждения участка соединения.
Диаметр (мм.) | Время остывания (сек.) |
20 | 3 |
25 | 3 |
32 | 4 |
40 | 4 |
50 | 5 |
63 | 6 |
75 | 8 |
90 | 10 |
110 | 10 |
Зачистка
После того, как будут закончены все сварочные работы, и полностью остынет материала в узлах соединений, участки стыкования аккуратно зачищаются от естественных пластиковых наплывов. Такое мероприятие позволяет придать сварным конструкциям аккуратный и эстетичный облик.










С этой целью можно использовать острый нож, но зачистка должны выполняться очень аккуратно. Следует помнить, что чрезмерное количество наплывов полимерного материала вполне может воспрепятствовать плотной посадке трубопроводных элементов в крепёжные клипсы.
Важные дополнения
Безусловно, для сварки полипропиленовых труб нужно применять только специальные приборы, а в бытовых условиях лучшим вариантом станет простое ручное оборудование с минимальным количеством стандартных насадок.
Некоторыми производителями в одном приборе устанавливается сразу два нагревателя, которые оснащены отдельными включателями. Нет нужды использовать одновременно оба нагревателя, потому что может произойти перегрев пластика и перегрузка электрической сети.
Сегодня к самым лучшим, хорошо зарекомендовавшим себя маркам приборов для сварки полипропиленовых труб (по мнению специалистов и пользователей) можно отнести: Candan Сm-03, Elitech СПТ-1000 и Elitech СПТ-800, Wester DWM-1500, Prorab 6405-К, BRIMA TG-171 и Gerat Weld 75-110.
Преимущества и недостатки трубопроводов
Трубная система PPR является единственной в своём роде пластиковой системой, в которой трубы и фитинги состоят из одного и того же материала, что снижает вероятность отказа, такие системы рассчитаны на срок более 50 лет. Преимущества:
- Трубы PPR устойчивы к коррозии, в их случае отложений ржавчины или известняка не происходит.
- Трубы не пропускают ультрафиолетовые лучи, поэтому внутри их не образуются водоросли или бактерии.
- Сопротивление труб не позволяет изменять вкус или запах воды.
- На месте сварки не образуется утолщения.
- Они обеспечивают экономию в 70% при выполнении строительно — монтажных работ из-за минимальных технологических потерь.
- Они подходят для использования при температурах от -20 oc до + 95 oc.
- Продукт, полученный из отходов сырой нефти (пластик является побочным продуктом), PPR полностью утилизируется.
- Изоляция в 35 раз выше, чем у меди, что делает её энергосберегающим продуктом.
- Все фитинги привариваются к трубе и поэтому не подлежат повторному использованию.
Недостатки трубопроводов PPR:
- Они не предназначены для наружной установки, где они подвергаются воздействию прямых солнечных лучей.
- Если установки выполнены, продукт должен быть специально окрашен для защиты от солнца, высушивающего содержание масла, присутствующего во всех пластмассах.
- Реконструкция и ремонт систем труб PPR можно выполнять только с помощью инструмента для сварки плавлением.
Области применения пластиковых труб:
- водопроводные сети;
- оросительные трубы;
- горная техника;
- воздуховоды;
- канализационные сети;
- газоснабжение;
- отопительная техника;
- шланги;
- системы защиты кабеля;
- системы охлаждения;
- пищевая промышленность;
- вентиляционные каналы;
- оборудование для бассейнов.
Originally posted 2018-03-28 15:15:28.
Сварка трубы PP ( полипропилен )
Классическая сварка полипропиленовых трубопроводов не имеет особой сложности. Труба и фитинг надеваются на тефлоновые насадки установленные на сварочном аппарате. Далее начинается отсчёт времени нагрева деталей. После нагретый стык трубы засовывается в деталь и фиксируется в правильном положении. Нужно помнить что в процессе сваривания полипропилена есть определённый момент времени при котором детали можно выровнять в правильном положении. Обычно это значение не должно превышать 5 секунд.
Отдельный вид полипропиленовых труб имеет внешний алюминиевый слов. Перед началом сварки его в обязательном порядке снимают специальной фрезой.



При сварке полипропиленовой трубы PP могут быть и ошибки монтажников из-за не квалифицированности или некачественного материала. Например при несоблюдении времени нагрева свариваемый стык может расплавиться и сузить проходное отверстие. Если труба тонкостенная, то она также имеет свойство сужать внутренний проходной диаметр в следствии повышенной пластичности после нагрева.

Время нагрева трубы из полипропилена PP для сварки
- PP
- PP-R
- PP-RCT
- PP-RCT FIBER
- PP-RCT STABI
В таблице применены средние значения в секундах для правильного нагрева и сварки трубы PP ( полипропилен ) разного диаметра с постоянной характеристикой PN 25 или SDR 6 ( смотреть маркировку на трубопроводе ).
Преимущества применения полиэтиленовых труб
Сварка полиэтиленовых труб сделанная своими руками отличается от аналогичной работы с полипропиленовыми материалами.
Полиэтиленовые материалы имеют ряд весомых преимуществ:
- прежде всего, это гибкость, которая дает возможность прокладывать узлы по изогнутой линии без стыков между прямыми отрезками;
- малый вес, возможность сворачивания при транспортировке;
- материал совершенно инертен, не вступает во взаимодействие ни с какими веществами, находящимися в земле;
- не выделяет токсичных элементов;
- не лопается на морозе.
Полиэтиленовые трубы ПНД могут применяться для водопроводов и канализационных систем. Такие детали не изнашиваются, не подвергаются коррозии, не зарастают, не боятся контакта с агрессивными веществами и, главное, могут изменять свою длину на 7%, не теряя при этом эксплуатационных характеристик. Пропускная способность такого вида водопровода на 30% выше, чем у металлического аналога с таким же сечением, благодаря идеальной гладкости стенок.
 Выполнение точечной сварки своими руками включает в себя несколько этапов, которые необходимо выполнять в строгой последовательности.
Выполнение точечной сварки своими руками включает в себя несколько этапов, которые необходимо выполнять в строгой последовательности.
Как правильно починить автомобиль при помощи сварки? Узнайте об этом в нашей статье.
Если вы планируете профессионально заняться газовой сваркой, то для начала необходимо тщательно подготовиться. Подробнее по https://elsvarkin.ru/materialy/materialy-dlya-gazovoj-svarki/ ссылке.
Способы соединения пластиковых труб
Известно несколько методов соединения ПВХ труб между собой:
- Химический, или клеевой.
- Физико-химический:
- сварка;
- сплавление.
- Механический:
- резьбовой;
- с использованием фитингов.
Преимущества химического способа перед другими:
- Повышение оперативности сборки систем водоснабжения и водоотведения.
- Уменьшение риска протечек, которые могут возникнуть при механическом соединении или сварке труб встык.
- Снижение трудоемкости процесса.
- Меньший расход электроэнергии.
- Уменьшение материалоемкости.
- Невысокая себестоимость монтажа.
Клеевым способом с успехом соединяют трубы различных диаметров: 6–400 мм.
Клей для холодной сварки поливинилхлорида
Сравнивая клеевое соединение труб со сварным и механическим, можно заметить некоторое сходство и различие:
- По быстроте, качеству и малой материалоемкости проводимых работ соединение методом склеивания не уступает традиционной сварке. Однако, в отличие от нее, метод склеивания не использует специальное оборудование. Аппарат для сварки труб ПВХ, который применяется для устройства системы пластиковых труб, потребляет достаточно большое количество электроэнергии. За счет этого повышается себестоимость монтажа системы труб сварным способом.
- Механическое соединение, как и клеевое, не так энергозатратно, но гораздо более материалоемко. Использование дополнительных расходных материалов (различного рода фитингов) неизбежно приводит к удорожанию монтажных работ.
Такова разница в способах монтажа, на основе нее вы можете оценить их трудоемкость и выбрать наиболее подходящий способ.
Дистанционные курсы для педагогов
663 курса от 690 рублей
Выбрать курс со скидкой
Выдаём документы установленного образца!
Учителя о ЕГЭ: секреты успешной подготовки
Время чтения: 11 минут
Минтруд предложил упростить направление маткапитала на образование
Время чтения: 1 минута
В Россию приехали 10 тысяч детей из Луганской и Донецкой Народных республик
Время чтения: 2 минуты
Отчисленные за рубежом студенты смогут бесплатно учиться в России
Время чтения: 1 минута
Минобрнауки и Минпросвещения запустили горячие линии по оказанию психологической помощи
Время чтения: 1 минута
Время чтения: 2 минуты
В приграничных пунктах Брянской области на день приостановили занятия в школах
Время чтения: 0 минут
Подарочные сертификаты
Ответственность за разрешение любых спорных моментов, касающихся самих материалов и их содержания, берут на себя пользователи, разместившие материал на сайте. Однако администрация сайта готова оказать всяческую поддержку в решении любых вопросов, связанных с работой и содержанием сайта. Если Вы заметили, что на данном сайте незаконно используются материалы, сообщите об этом администрации сайта через форму обратной связи.
Все материалы, размещенные на сайте, созданы авторами сайта либо размещены пользователями сайта и представлены на сайте исключительно для ознакомления. Авторские права на материалы принадлежат их законным авторам. Частичное или полное копирование материалов сайта без письменного разрешения администрации сайта запрещено! Мнение администрации может не совпадать с точкой зрения авторов.
Качественные, практичные и долговечные трубы из синтетических материалов замещают собой менее долговечные, массивные и сложные в монтаже металлические трубы. Применяют пластиковые трубы для монтажа систем обогрева и водопроводных магистралей. Основное преимущество состоит в том, что качественная сварка полипропиленовых труб своими руками при наличии необходимого оборудования доступна даже непрофессионалам. Температура безопасной эксплуатации пластиковых труб — от -10 до + 90 градусов по шкале Цельсия.
Из полипропиленовых труб создают системы водоснабжения и отопления
Виды и назначение
Трубы из полипропилена могут быть четырех цветов — зеленые, серые, белые и черные. Отличаются характеристиками только черные — они имеют повышенную стойкость к ультрафиолету и используются при прокладке системы полива по грунту. Все остальные имеют схожие характеристики и прокладываются в помещениях или закапываются в грунт.
По назначению полипропиленовые трубы бывают следующих видов:
- Для холодной воды (температура до +45°C). Отличить их легко по продольной полосе голубого цвета.
- Для горячего водоснабжения (нагрев до +85°C). Отличительная черта — полоса красного цвета.
Универсальные (максимальный нагрев до +65-75°C в зависимости от производителя). Наносится две полосы рядом — голубая и красная.
Как для холодной, так и для горячей воды есть трубы с разными характеристиками. Отображается это в маркировке:
- PN10 используются исключительно в системах холодного водоснабжения ( до +45°C) с низким давлением (до 1 МПа). Имеют небольшую толщину стенок. Для многоэтажек не подходят.
- PN16. Часто маркируются как универсальные, но чаще используют для холодной воды — выдерживают нагрев среды до +65°C и давление до 1,6 МПа.
- PN20. Толстостенные трубы, которые могут транспортировать среду с температурой до +80°С, выдерживают давление до 2 МПа. Используются при разводке горячей воды и системы отопления.
- PN25. Это армированные полипропиленовые трубы (фольгой или стекловолокном). За счет наличия армирующего слоя часто имеют меньшую толщину стенок, чем PN20. Температура нагрева среды — до +95°C, давление — до 2,5 МПа. Применяются для горячего водоснабжения и отопления.
Все они выпускаются разных диаметров — вплоть до 600 мм, но в квартирах и частных домах используются, в основном, размером от 16 мм до 110 мм
Обратите внимание, что указывается внутренний диаметр, так как толщина стенок может быть разной
Рекомендации профессионалов
Опытные сварщики, работающие с трубами ПНД, советуют быть во время сварки максимум внимательным и следить за качеством соединения. От того, насколько аккуратны швы, зависит герметичность стыков и долговечность прокладываемых магистралей.
Советы профессионалов:
- следите, чтобы разрез труб не выглядел как эллипс — это существенно снизит качество сварного шва;
- пластиковые трубопрокатные материалы должны быть неподвижно зафиксированы, пока расплавленные кромки полностью не застынут;
- шов должен представлять собой равномерный валик, выступающий над поверхностями свариваемых элементов, высота валика должна соответствовать нормативам (указаны в приведенной выше в таблице);
- крепёжные элементы с гайками должны фиксироваться не более чем до проектного предела, так как чрезмерное усилие может вызвать повреждение трубы;
- обязательно изучите перед началом работ инструкцию по сварке ПНД, ознакомьтесь с параметрами техпроцесса.
Трубы ПНД — современный недорогой материал, позволяющий создавать магистрали самого разного назначения и конфигурации. Благодаря специальному сварочному оборудованию, из данных изделий можно создавать надёжные трубопроводы, как промышленным, так и ручным способом.
Сварка пластиковых труб своими руками
При необходимости замены старых водопроводных либо отопительных труб владельцы чаще всего отдают предпочтение современным пластиковым трубам. Трубы из пластика имеют множество преимуществ, среди которых особого внимания заслуживает простота укладки – достаточно лишь соблюдать инструкцию и помнить несколько важных нюансов.
![[инструкция] пайка полипропиленовых труб | видео](https://master-decorator.ru/wp-content/uploads/c/d/0/cd036dee4cc2a8af3198b1b57d8b3362.jpeg)







![[инструкция] пайка полипропиленовых труб своими руками: описание видов используемых материалов, комплектующих и инструмента | видео](https://master-decorator.ru/wp-content/uploads/6/a/9/6a9a88e0651933c4b37b7e46ad29730e.jpeg)
Сварка пластиковых труб своими руками
Разводка водопровода и отопления с использованием пластиковых труб может быть выполнена своими руками. Однако прежде чем приступать к проведению каких-либо мероприятий, вам нужно научиться самостоятельно сваривать пластиковые трубы – без этого навыка вы точно не справитесь.
Сварка пластиковых труб своими руками
Содержание пошаговой инструкции:
Подготовка к работе
Перед началом работы ознакомьтесь с несколькими важными рекомендациями и подготовьте необходимые приспособления.
- При отсутствии опыта сварки пластиковых труб своими руками, для начала немного потренируйтесь. Купите фитинги и прочие элементы разводки с небольшим запасом. Набравшись опыта, вы сможете выполнить чистовую работу максимально быстро и качественно.
При отсутствии опыта сварки пластиковых труб своими руками, для начала немного потренируйтесь
Процесс сваривания пластиковых труб
Подготовьте следующие приспособления:
специальный аппарат для соединения пластиковых труб,
Набор инструментов Фузиотерм для сварки полипропиленовых труб
Все необходимые инструменты продаются в строительных магазинах. Паяльник стоит достаточно дорого, поэтому если работа по сварке пластиковых труб носит единичный характер, выгоднее будет найти компанию, предоставляющую подобные инструменты в аренду.
Используйте только рекомендованное оборудование. Некоторые домашние мастера пробуют приспосабливать под сварку пластиковых труб обыкновенные бытовые паяльники, но ничего хорошего из этого обычно не выходит.
Руководство по сварке
Монтаж полипропиленовых труб
Сварка пластиковых труб – несложное мероприятие, с проведением которого можно справиться самостоятельно. Достаточно лишь пошагово пройти каждый этап руководства.
Первый этап – подготовка деталей к сварке
Начните с подготовки соединяемых элементов. Нарежьте трубы в соответствии с требованиями предварительно подготовленных схем разводки. Разложите все отрезанные элементы в порядке, в котором они будут соединены при помощи специального паяльника. Так вы избежите риска неправильного соединения элементов трубопроводной системы.
Помните: если неудачные резьбовые соединения без особых проблем раскручиваются и переделываются, то швы разобрать уже не получится. Изделия с дефектными соединениями придется попросту выбросить. Поэтому будьте внимательны и аккуратны.
Второй этап – настройка инструмента для сварки
Аппарат для сварки пластиковых труб
Конструкция паяльника предполагает наличие температурного регулятора. Выставьте на регуляторе предел, рекомендованный производителем в соответствии с приложенной инструкцией. Понять, что паяльник нагрелся до заданной температуры, вы сможете по погасшей лампочке регулятора температуры.
Третий этап – нагрев элементов
Перед началом сварки все составные элементы будущего трубопровода нужно разогреть. Информация о рекомендованных условиях и оптимальной продолжительност и предварительного нагрева приводится в инструкции к паяльнику. Обязательно ознакомьтесь с ней.
Для нагрева детали необходимо вставить в разъемы прибора для сварки. Информацию о том, как это правильно сделать, вы также найдете в руководстве производителя к своему паяльнику.
Как паять полипропиленовые трубы
Четвертый этап – соединение элементов
Правильно нагретые детали соединяются очень быстро и ровно. В процессе соединения нельзя допускать никаких перекосов и поворотов элементов. При соединении двух отрезков пластиковой трубы строго выдерживайте угол среза – лишь так созданный вами шов будет герметичным и надежным.
Пятый этап – зачистка соединений
Дайте шву остыть и аккуратно зачистите его. Для зачистки можно использовать напильник.
Таким образом, в самостоятельной сварке пластиковых труб нет ничего сверхсложного. Используйте качественные инструменты, во всем следуйте полученным рекомендациям и уже очень скоро вы сможете пользоваться самостоятельно проложенной водопроводной либо отопительной системой.
Инструкция по сварке вварных седел
После сверления устанавливается сварочный аппарат





