

Неспециализированные положения

Для начала мало внимания уделим конкретно самим пластиковым трубам, а правильнее их хорошим и отрицательным чертям, дабы понимать в будущем, с чем нужно будет иметь дело.
Преимущества
- Дешевизна. Существенно дешевле подобных изделий из других материалов.
- Простота обработки. Легко поддаётся резке.
- Эластичность. Транспортируется и хранится в скрученном виде.

- Мелкий вес. Не требует усиленного крепления.
- Экологичность. Соответствует всем санитарным нормам.
- Неподверженность коррозийным процессам. Очень важный аспект при условии постоянного контакта с водой.
- Долгий эксплуатационный срок. Исправно помогают не меньше пятидесяти лет.
- Лёгкость монтажа при помощи пайки, о которой мы более детально поболтаем мало позднее.
Недостатки
Температурное ограничение, составляющее +95 градусов Цельсия. С одной стороны это явный минус в эксплуатации, но с другой как раз данное свойство и разрешает осуществлять сварку в бытовых условиях.

Важные моменты сборки трубопроводной системы
До начала сварных работ необходимо тщательно продумать всю структуру и последовательность соединений. Неплохо подготовить эскизный набросок с указанием ключевых элементов, поворотов, тройников, компенсаторов. Так как полифузная стыковка является неразъемной, то могут возникать ситуации, когда изготовление очередного сварочного узла оказывается невозможным. Это типичный случай для пайки полипропиленовых труб в труднодоступных местах.
Учитывайте температурные деформации
При монтаже полипропиленовых сантехнических материалов следует учитывать их особое физическое свойство – заметно вытягиваться при нагреве. Из всех видов труб по величине коэффициента температурного удлинения (0,15 мм/м*К) они немного уступают только лишь полиэтилену. Поэтому пайка, в частности протяженных прямых или участков под заделку, должна осуществляться с учетом компенсаций их удлинений.
При открытой прокладке в трассы врезаются П-образные (1) или Г-образные (2) сегменты, изготавливаемые на месте либо заводские петлеобразные компенсаторы для полипропиленовых труб. Возможна также компенсация за счет поворотов в системе, при этом они должны иметь возможность свободно сдвигаться на опорах
При замоноличивании трассы укладывают в гофры или пеналы с запасом по размеру диаметра либо в упругие рукава с толстыми стенками, типа Энергофлекс.
Заметно меньшая (примерно в 3-5 раз) температурная деформация у армированных изделии, что делает их более подходящими для прокладки систем ГВС и отопления.
Соблюдайте правила крепления инженерной конструкции
Надежная фиксация для коммуникаций из полимеров имеет еще большее значение, чем для их стальных аналогов. Шаг установки и тип опор зависят от диаметра полипропиленовых труб, а также от температуры, транспортируемой по ним жидкости. Нарушение правил крепления может приводить к провисанию трубопроводов, особенно горячих, их «подпрыгиванию» и стукам под действием пульсации давления.
Таблица 2. Рекомендуемый шаг опор для типовых горизонтальных линий квартирной разводки ХВС и ГВС, мм.
| Наружный диаметр ПП-трубы, мм | Температура воды, ºС | ||
|---|---|---|---|
| 20 | 30 | 40 | |
| 16 | 500 | 450 | 400 |
| 20 | 550 | 500 | 450 |
| 25 | 650 | 550 | 500 |
Водопроводные стояки диаметром до 32 мм можно закреплять реже. Расстояние между фиксирующими хомутами принимается не более 1000 мм. Если же диаметр стояков больше, то допускается шаг до 1500 мм.
Монтируя крепления, необходимо следить, чтобы они не препятствовали линейным деформациям полимерного материала. Предпочтительней монтаж скользящих опор. По линии жестких креплений предусматривается установка компенсаторов на полипропиленовые трубы.
Типы соединения полипропиленовых труб
Многих людей интересует, как правильно пользоваться паяльником для пластиковых труб. Для начала нужно выбрать тип сварки.
Муфтовая сварка
Метод отличается простотой. В таком случае для фиксации труб одинакового диаметра применяют особый элемент — муфту. Она имеет чуть меньший диаметр. При проведении сварочных работ нагревается и плавится внешняя часть трубы и внутренняя поверхность муфты.
 Популярным видом пайки считается муфтовый метод
Популярным видом пайки считается муфтовый метод
Стыковая сварка
Такой метод применяют в производственных условиях. При этом бортики нужно расплавить и соединить встык. Чтобы получить хороший результат, требуется обеспечить идеальную соосность.
Холодная сварка
Этот метод подразумевает использование клея. При этом на трубу наносят специальный состав с сильным растворителем. Он способствует размягчению полипропилена, что позволяет вставить элементы друг в друга. При этом соединение получается не слишком прочным. К тому же клей долго сохнет.
Как паять полипропиленовые трубы
Необходимые инструменты
Чтобы паять полипропиленовые трубы своими руками понадобятся, так называемые, фитинги. Это специальные соединительные элементы, зачастую в угловом виде.
Они различаются по форме.
Бывают из разных материалов, однородных или нескольких, например, металл с пластиком. И применяются в разных работах:
Муфта. Используется, когда надо соединить трубы одного диаметра, расположенные в одной плоскости. Иногда припаивается капитально, а в случае необходимости можно использовать с резьбой внутри. Это позволяет заменять отрезки труб для ремонта.
Но надо учитывать, что резьба часто течет, а пайка – это более качественное соединение. Резьбу иногда уплотняют подручными средствами.
- Переходник. Из названия понятно, что соединяться между собой будут элементы с разным диаметром.
- Отводы на 90 и 45 градусов. Позволяет сделать соединение труб под нужным углом.
- Тройник или крестовина. В один технический узел соединяют три или четыре отрезка.
- Заглушка. Намертво закрывает трубу.
 Из специфических инструментов вида понадобятся только специальные ножницы и паяльник для труб.
Из специфических инструментов вида понадобятся только специальные ножницы и паяльник для труб.
Ножницы бывают двух видов, в зависимости от диаметра. Иногда используется шейвер и фаскосниматель.
Сварочный аппарат представляет собой конструкцию с различными отверстиями.

В этих отверстиях с разным диаметром крепятся специальные насадки для пайки. В набор включены различные насадки со специальным покрытием, за которыми нужен бережный уход.
Есть несколько видов аппаратов, рассчитанных на разную мощность. Соответственно, и на разный диаметр. Температура работ регулируется специальным переключателем.

Шейвер это специальный прибор для зачистки армированного слоя с поверхности торцов.
Для очистки от ненужного пластика и выравнивания поверхности используется фаскосниматель.
Предварительные работы
Перед тем как начинать паять, надо сделать предварительный проект.
 В нем должны быть видны все стыки и длины отрезков, а также прописаны крепления к поверхностям. Такие работы снизят вероятность ошибок.
В нем должны быть видны все стыки и длины отрезков, а также прописаны крепления к поверхностям. Такие работы снизят вероятность ошибок.
Далее необходимо сделать правильную разметку. Это один из самых важных этапов работ.
Также рассчитывают необходимое количество материала. Если делают по аналогии со старыми системами, то их промеряют.
Материал надо покупать с небольшим запасом. Если раньше не паяли трубы, то надо взять длиннее коммуникации и дополнительные фитинги для тренировки.
Заранее делаются заготовки – нарезают необходимые длины труб. Для этого к расстоянию между фитингами прибавляют 30 мм. Затем разрезают специальными ножницами ровно под 90 градусов. Потом крепят фитинг, и отмечают расстояние. Продольная отметка помогает соединить элементы труб по осям.
При пайке армированных труб по торцам проходят шейвером для очистки поверхности. Крепежные элементы сделаны с таким диаметром, что в них поместятся трубы только без верхнего слоя.
Как паять полипропиленовые трубы.
Аппарат достается и включается
Важно подготовить место, чтобы было удобно работать и ничего не отвлекало. Он должен быть постоянно включен.
Концы труб обезжириваются и очищаются от мелкой пыли и мусора
Элементы соединений можно промыть водой.
В специальное отверстие паяльника вставляется подходящая по диаметру насадка.
Устанавливается необходимая температура. И прибор греется в течение примерно десяти минут. О готовности сообщит индикатор.
На насадку медленно и аккуратно надевается элемент трубопровода.
Для нагрева необходимо выдержать паузу. Чем больше диаметр, тем дольше надо ждать. Время составляет от 4 до 10 секунд.
Далее этот элемент быстро снимается и надевается на трубу. Здесь как раз и помогут продольные и поперечные метки.
Шов осматривается. Качественный шов обычно ровный и аккуратный. Не должно быть трещин или складок. Допустимый сдвиг – толщина одной стенки.
После этого трубам надо дать остыть. Нельзя их перегибать или деформировать.
Если в процессе что-то пошло не так, то ошибку можно исправить, только вырезав неправильное соединение.
При пайке крана надо расположить его так, чтобы ручка могла поворачиваться во все стороны.
На самом деле, процесс паяния достаточно простой. При этом надо соблюдать технологию.


![[инструкция] пайка полипропиленовых труб своими руками: описание видов используемых материалов, комплектующих и инструмента | видео](https://master-decorator.ru/wp-content/uploads/9/a/d/9ad186c576319f37c621293ce3f7cc39.jpeg)







Можно посмотреть, как паять полипропиленовые трубы на видео. Работы лучше проводить в перчатках.
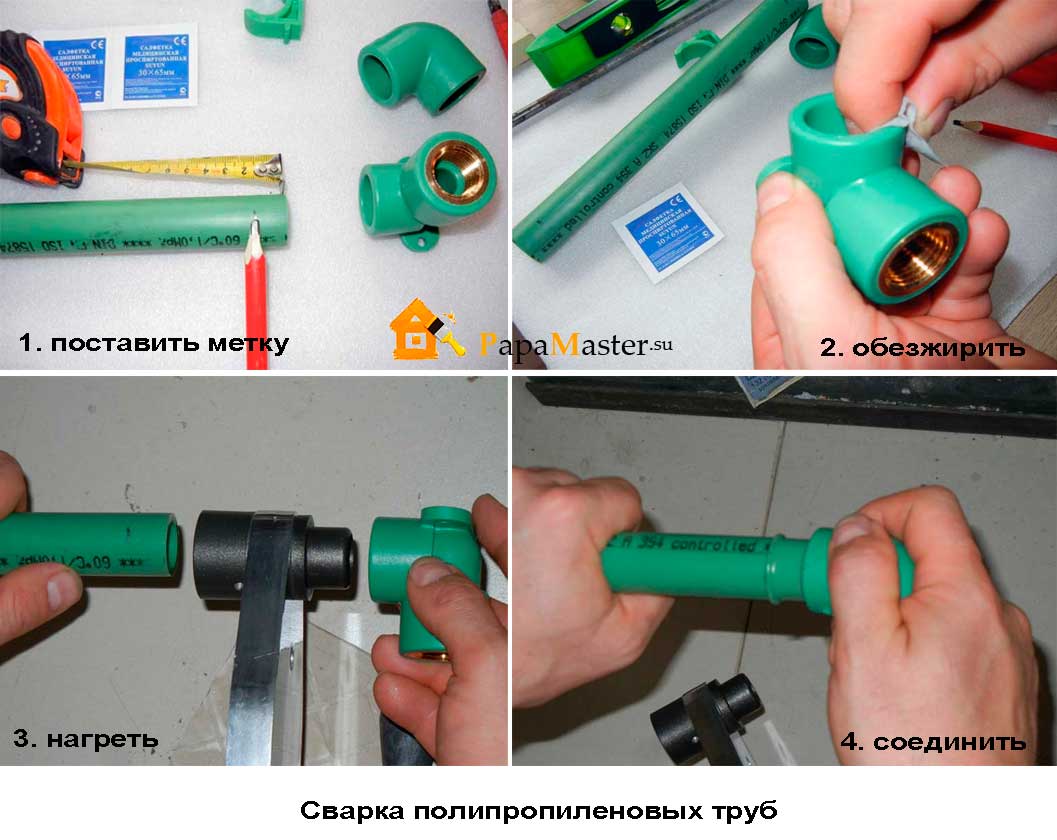
Пайка полипропиленовых труб своими руками на примере

Рассмотрим технику пайки и последовательность монтажа дополнительной запорной арматуры и манометра в имеющуюся водопроводную систему.
Эти элементы участвуют в контуре резервного водоснабжения квартиры (накопительный бак для воды с насосом).
Водопроводный кран установлен для переключения положения разбора воды из центральной магистрали в резервное положение. Манометр сигнализирует о появлении воды в стояке. Узел достаточно сложно интегрировать в имеющуюся разводку из-за ограниченности пространства при соединении труб пайкой.
Для создания такого узла, который выполнен из полипропиленовых труб и переходов с сечением на 20 мм нужен следующий материал:
- Уголок под 45 град. в количестве 2 шт.
- Уголок под 90 град. -1 шт.
- Тройник – 2 шт.
- Муфта соединительная – 1 шт.
- Труба для холодной воды – 1 метр.
- Муфта, резьба внутренняя (МРВ) на 1/2 дюйма.
- Бронзой переход с наружной резьбой 1/2 дюйма и внутренней – 3/8”.
- Манометр на 10 бар.
- Кран проходной.
- Пакля и ФУМ лента.

Инструмент для пайки полипропиленовых труб.
Порядок проведения работ
При помощи пакли и ФУМ ленты обеспечьте герметичное соединение между манометром, бронзовым переходником и МРВ.
На паяльнике с насадкой выставьте температуру 250-260 градусов и включите его на нагрев.
После того как биток нагреется, сразу же к выпуклой части прислоните тройник, а к другой, с выемкой, трубу и начинайте линейно подавать детали до упора.

Мысленно отсчитайте 7 секунд. За это время поверхность деталей должна равномерно оплавиться. На седьмой секунде вытащите детали из насадки и точно вставьте друг, в друга до упора. Удерживайте в таком положении четыре секунды, это время когда место пайки остается пластичным. Поэтому прокрутить свариваемые детали не более чем на пять градусов можно только в этом диапазоне.
От припаянного тройника отметьте расстояние в 13 мм на трубе.

Этот размер соответствует глубине погружения трубы в фитинг.
Ножницами отрежьте трубу по метке.

Спаяйте уголок и проходной кран так, чтобы на водопроводе он был размещен к горизонтальной плоскости под углом около 45 градусов.


Другой конец проходного крана соедините с тройником, как показано на фото 9.

К тройнику, который расположен ближе к счетчику, вварите трубку с уголком под 90 градусов для датчика давления.

На разводке, в приблизительных местах спаивания деталей, разрежьте трубы и слейте остаточную воду.

Прислоните собранный узел к месту установки и произведите расчет состыковки труб.
Ножницами удалите лишние элементы.


На один конец удаленного элемента, который будет обратно соединяться с трубопроводом, состоящего из трубы и двух уголков под 90 градусов, впаиваем соединительную муфту. Другую часть ввариваем под определенным углом в тройник.
Рассчитываем, как будет соединяться трубопровод с другим участком. На основании этих данных, собираем узел из двух уголков под 45 градусов и трубы. Ввариваем его в другую сторону тройника заготовки.
Получившееся изделие вначале соединяем с трубой, находящейся возле канализации.

Затем с расходомером.

В последнюю очередь с трубопроводом смесителя и подающей линией бака.

Такая последовательность обусловлена возможностью использовать паяльник в местах, которые после состыковки смежных узлов можно перемещать.
Определяем длину трубы под манометр, впаиваем ее в МРВ и одеваем крепление. Прикладываем получившееся изделие к уголку и на стене отмечаем место размещения крепления. Убираем манометр и монтируем его к стене.

Спаиваем уголок и датчик давления. Проверяем герметичность всей системы.










Иногда пайка полипропиленовых труб своими руками не может быть выполнена одним работником, в связи с неудобным размещением деталей. В этом случаи такие узлы желательно паять вдвоем.
Режим пайки и его влияние на процесс
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.
Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.
Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С
Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета
Это сильно отразится на пропускной способности будущего участка трубопровода.
Снятие трубы с аппарата для пайки
Выдержка температурного режима, ее особенности
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.
Существует таблица температур пайки полипропиленовых труб.
Трубный диаметр, мм | Время сваривания, с | Время нагревания, с | Время для охлаждения, с | Температурный диапазон, С |
20 | 4 | 6 | 120 | 259-280 |
| 25 | 4 | 7 | 180 | 259-280 |
32 | 4 | 8 | 240 | 259-280 |
| 40 | 5 | 12 | 240 | 259-280 |
50 | 5 | 18 | 300 | 259-280 |
| 63 | 6 | 24 | 360 | от 259 до 280 |
75 | 6 | 30 | 390 | от 259 до 280 |
Температура сварки полипропиленовых труб 20 мм колеблется в диапазоне от 259 до 280 С, как и температура сварки полипропиленовых труб 25 мм.
Нет особых требований к такому показателю, как температура сварки полипропиленовых труб, армированных стекловолокном. Она устанавливается в том же диапазоне, что и для других технических изделий из полипропилена. Перед сваркой необходимо шейвером снять с таких изделий верхний армированный слой.
При сваривании изделий из полипропилена имеются особенности:
- необходимость избегать больших расстояний между паяльником и местом сваривания, поскольку происходит потеря тепла и снижение сварочного температурного режима, приводящее к плохому качеству шва;
- нарушение порядка действий при пайке, при котором мастер не делает последний стык из-за невозможности установить паяльник между двумя изделиями, что становится следствием деформации трубопровода и возникновения статического напряжения в его участках;
- недопустимость последовательного нагрева деталей конструкции.
Фитинг и трубный материал должны нагреваться одновременно, а не последовательно. При несоблюдении требования по равномерному нагреву деталей нарушится вся технология процесса.
В заключение
Для достижения результативности процесса необходимо, чтобы температурный режим устанавливался в соответствии с технологическими требованиями, для сварки использовался качественный агрегат, расстояние между ним и местом сварки было 1,4 м, а помещение было достаточно прогретым.
Паяльник для полипропиленовых труб
Новичку не рекомендуется приобретать такой аппарат. Его можно изготовить из утюга и соответствующих материалов, сэкономив при этом значительную сумму.
Способ первый
Для изготовления самодельного паяльника понадобятся:
- вышедший из строя старый утюг, у которого сохранился нагревательный элемент;
- детский металлический конструктор;
- резиновая ручка;
- тумблер;
- асбестовый шнур;
- дюраль;
- изолента.

Технология изготовления
болгаркой от дна утюга срезаются все лишние детали;


- изготавливается алюминиевая накладка;
- из конструктора монтируется коробка; в нее устанавливаются лампочка и резиновая ручка;
- к проводу подсоединяются тумблер и регулятор паяльника;


- все детали соединяются в одно целое;
- припаиваются кабели;
- к корпусу, предварительно положив асбестовую прокладку, прикручивается болтами нагревательный элемент.

Таким образом, потратив немного времени, используя подручный материал, вы становитесь обладателем самодельного паяльника для сварки труб из ПП.
Способ второй
Для изготовления инструмента понадобятся парная насадка стоимостью 215 р. и выброшенный подожженный утюг. На его сборку требуется примерно два часа.
Сначала нагревающийся прибор устанавливается вертикально. Фитинг одновременно с трубой надевается на разогревающие насадки. Для обеспечения возможности проводить операции на стене утюг нужно подвергнуть небольшой модернизации: обрезать «жало» подошвы и слегка его закруглить. Нелишним будет применение термопасты.

Известно, что таким самодельным аппаратом было сварено несколько трубопроводов. Качество работы получилось довольно высоким.
После нагрева утюга, удерживая его за ручку, первой снимается труба. Сразу удалять фитинг не нужно, поскольку его толщина не дает ему быстро расплавиться. Остается придержать рукой трубу с утюгом и снять фитинг.
Чтобы соединить изделия, необходимо приложить небольшие усилия, пока не образуется ровного облоя по всему периметру детали крепежа.
В этом положении нужно подержать соединение примерно 15-20 секунд, пока не начнется полимеризация. Сварка на стене отличается простотой: одной рукой придерживается нагревающийся прибор, другой – труба.
Способ третий
Изготавливаем утюг, оборудованный регулятором температуры, в качестве которого будет выступать специальное управляющее устройство мощности, собранное на тиристоре. Для паяльных работ подается напряжение, равное 170В. Для создания приспособления используются алюминиевые или медные пластины. На фотографии показана деталь толщиной 0,8 мм, однако значение этой величины может варьироваться в большую сторону.
![[инструкция] пайка полипропиленовых труб | видео](https://master-decorator.ru/wp-content/uploads/0/a/9/0a970801c0ab92967747b8d3560c51b4.jpeg)








Плоские элементы нужны, чтобы нагреватель не начал остывать в момент надевания трубы. Для работы используется ТЭН (1 кВт) от устаревшей плиты «Мечта». Так как радиатор почти не нагревается, его можно уменьшить. Для установки тиристора и диода прокладки не требуются. Конструкция самого утюга может иметь любой вид, все зависит от вашей фантазии.



Ниже приведена схема регулятора мощности.

С каждой стороны спирали можно установить алюминиевые прокладки в виде круглых блинов. К корпусу крепится ручка с регулятором и зафиксированным тумблером. Другими словами, можно заняться тюнингом.
Принцип всех устройств всегда один: для пайки труб из ПП нужно соблюдать определенную температуру.

Особенности технологического процесса сварки
Сварочный аппарат (паяльник) для сварки полипропиленовых труб с насадками
Осталось только определиться, как сваривать полипропиленовые трубы. Перед включением сварочного аппарата в нем закрепляются насадки для фитинга и трубы, а сам аппарат помещается в специальный держатель из комплекта поставки.
Насадка, предназначенная для труб, носит название гильза, а для фитинга — дорн. Чтобы насадки хорошо держались, их следует затянуть шестигранником.
Закрепленные насадки для сварки полипропиленовых труб обязательно протирают спиртом для обезжиривания поверхности. Учитывайте, что любые загрязнения на стыкуемых элементах могут ощутимо ухудшить качество конструкции. А когда насадки будут очищены, аппарат подключается к электрической сети и нагревается до технологической температуры.
Полипропиленовые трубы расплавляются при температуре 260°С. Значения температуры следует выставить на регуляторе, а если он отсутствует, то подразумевается, что устройство самостоятельно нагреется до необходимого значения — в этом случае загорается лампочка, свидетельствующая о том, что работы можно начинать. Полностью нагретый аппарат желательно выдержать перед сваркой еще 5 минут.
Во время прогрева устройства желательно подготовить нужный по длине кусок трубы, отрезав его специальными ножницами. При работе режущие кромки должны располагаться строго под 90° к продольной оси трубы
Важно, чтобы ножницы были острыми, поскольку деформация трубы при резке недопустима
Шейвер для зачистки армирования
Трубы, армированные внешним алюминиевым слоем, перед сваркой должны быть зачищены. Для удаления армирования на участке сварки есть специальное приспособление — шейвер.
Перед сваркой полипропиленовой трубы с фитингом следует выполнить предварительную разметку, обозначив карандашом место расположения соединительного элемента относительно прочих водопроводных конструкций. В процессе имеет значение и глубина прогрева трубы. Она зависит от диаметра и составляет 14, 16 и 18 мм для диаметров 20, 25 и 32 мм соответственно.
После того, как глубина соединения и соосность будут обозначены на элементах, и фитинг, и труба обезжириваются спиртом — и после этого приступают к сварке. В процессе проведения работ нужно в одной руке держать фитинг, а в другой — трубу. Трубу вставляют в гильзу, а фитинг надевают на дорн одновременно, после чего выдерживают элементы определенное время для прогрева. Время сварки также зависит от диаметра трубы — трубу диаметром 20 мм выдерживают для прогрева 6 секунд, 25 мм — 7 сек, а 32 мм — 8 сек.
На фото таблица с данными для сварки полипропиленовых труб
Прогретые трубу и фитинг соединяют так, чтобы соблюдалась их соосность. Детали при стыковке нельзя вращать, иначе такое соединение может в будущем дать течь
Важно, чтобы продольные оси фитинга и трубы совпадали — никаких перекосов не допускается. Также следует проконтролировать, чтобы внутри фитингов не было наплывов, иначе они могут существенно уменьшить внутренний диаметр
Наплыв при сварке должен образовываться только в одном месте — там, где смыкаются соединяемые фитинг и труба.
Труба и муфта в «утюге» фиксируются на строго заданное время
Чтобы все работы по самостоятельной сварке трубопровода завершились успешно, следует вначале потренироваться создавать качественный шов на небольших отрезках. Для этой цели рекомендуется сразу приобрести фитингов несколько больше, чем нужно. Также не забудьте правильно зачистить и обезжирить стыкуемые элементы. Когда система будет полностью собрана, следует выдержать ее около часа, и только потом заполнять водой для проверочного пуска.





